
Ошибка, которая дорого стоит: неправильный выбор грохота может разрушить ваше производство
Static Screen vs Vibrating Screen: Pick the Ideal Screening Gear for Your Production Line
When handling solid-liquid separation, material grading, sludge dewatering and desliming processes, factory engineers and production supervisors often face a tough equipment selection puzzle. The most frequent head-scratcher boils down to one question: should we go with a static screen or a vibrating screen?
A lot of industry practitioners take it for granted that vibrating screening machines boast superior technology and higher throughput, automatically labeling them the “premium option.” Yet anyone with hands-on production operation experience understands a critical reality: no matter how high-end or costly a screening unit is, mismatching it to your process will trigger a never-ending stream of operational headaches.
This guide carries out a fair, comprehensive head-to-head evaluation covering ten core dimensions: operational mechanism, applicable working conditions, running expenditure, upkeep complexity, overall service lifespan, key sizing criteria, installation requirements, routine servicing routines, frequent operational faults, and on-site industrial application examples. After reading through this breakdown, you’ll gain clear guidance to determine the screening solution tailored to your production demands.
1. Working Principles: How Do They Differ?
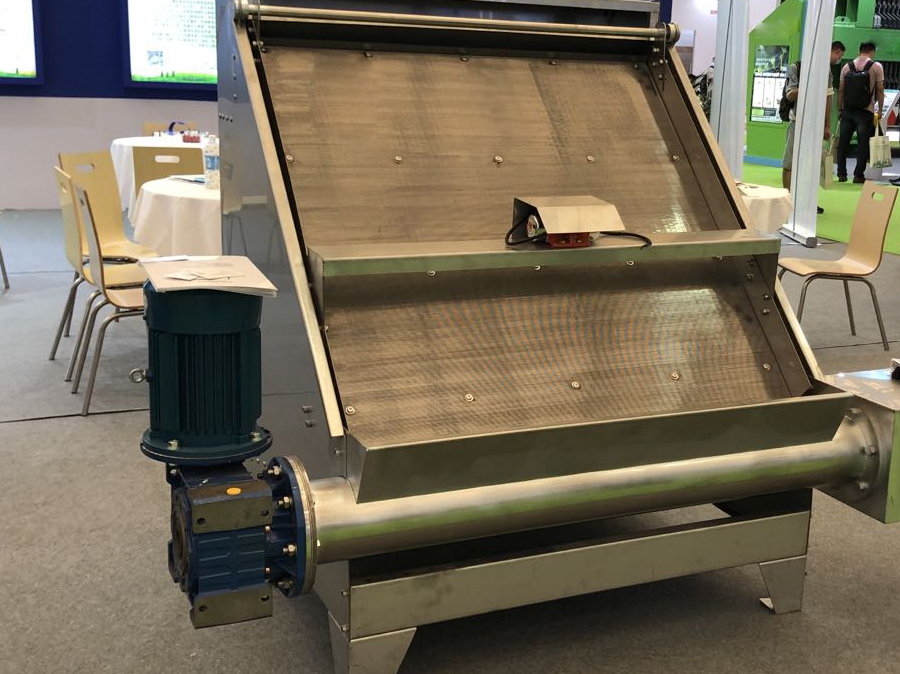
The core logic of a static screen is remarkably simple: it relies on gravity — no external power required.
• The screen surface is fixed at an inclined angle, typically between 15° and 35° (depending on material characteristics and screening requirements)
• Material flows downward along the screen surface by gravity alone — no power source needed
• Fines pass through the screen openings, while oversize material discharges from the lower end
• Can be designed as single-layer or multi-layer (though multi-layer static screens have limited effectiveness)
• No motor, no exciter, no bearings, no springs, no coupling — not a single moving part
This is the static screen's greatest strength: It's so simple that there's almost nothing to break.
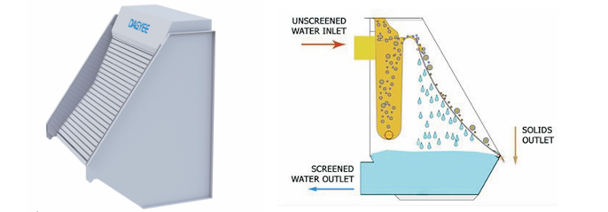
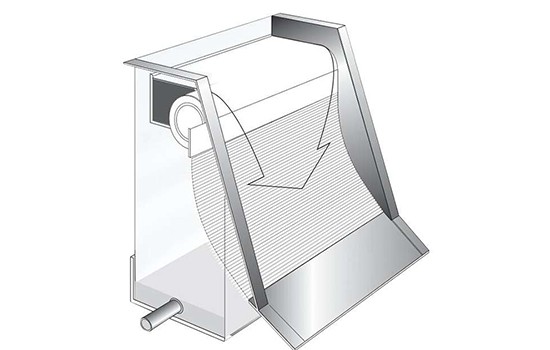
The screening process on a static screen can be divided into three stages:
1. Feed zone: Material enters the screen surface and begins accelerating
2. Screening zone: Fines pass through the openings under gravity
3. Discharge zone: Oversize material exits from the lower end
The entire process requires no external energy input (except when paired with a feeder). It's a zero-energy screening method.
Vibrating Screen
The core logic of a vibrating screen is different: it uses mechanical force to "throw" the material forward.• An exciter generates high-frequency vibration, causing the screen surface to move in a reciprocating or circular motion
• Material moves in a bouncing, throwing motion on the screen surface, reorienting with each jump
• Vibration gives fines more opportunities to contact and pass through screen openings
• Can be designed as single-deck, double-deck, or multi-deck
• Motor, exciter, bearings, springs, eccentric weights, coupling, V-belts — plenty of moving parts

2. 5 Core Advantages of Static Screens
If you're evaluating whether a static screen is right for your production line, these five advantages are worth serious consideration:
Static screens rely entirely on gravity for screening — the screening process itself consumes no power.
A static screen saves every penny of that — literally zero. The money saved on electricity in one year could buy multiple static screens.
Static screens have no moving parts. Daily maintenance consists of essentially one task: check the screen mesh for wear and replace it when needed.
A typical screen mesh costs between $50 and $300, depending on material and size. Replacement frequency depends on material abrasiveness and throughput. For quartz sand, a screen mesh typically lasts 3–6 months.
Now look at what a vibrating screen requires:
• Bearings: Inspect every 3–6 months, replace every 6–12 months (bearing set: $50–200)
• Exciter: Needs regular lubrication (monthly), overhaul or replacement every 2–3 years
• Springs: Begin fatiguing after 1–2 years, replace every 2–3 years
• Motor: Requires regular maintenance (bearing greasing, insulation checks)
• V-belts: Need tension adjustment every 3–6 months, replacement every 6–12 months
• Eccentric weights: Bolts need regular inspection (loose bolts can cause serious accidents)
A vibrating screen can cost thousands of dollars per year in parts and labor alone. A static screen's annual maintenance cost is a fraction of that.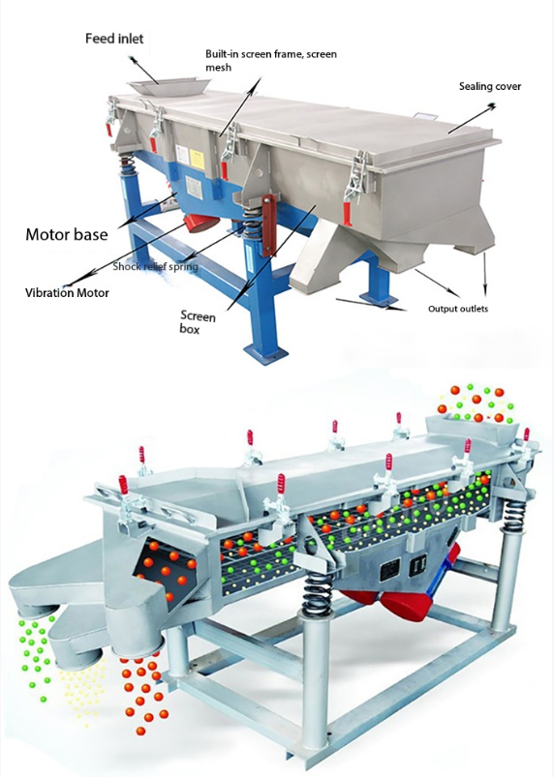
Advantage 3: Failure Rate Approaches Zero
Because static screens have no moving parts, mechanical failure is theoretically impossible.
The only things that can go wrong are:
1. Screen mesh wear or tear — normal consumable, not equipment failure
2. Screen support beam wear — typically takes 2–3 years to appear, normal wear
3. Installation foundation settlement or deformation — installation or civil issue
Other than that, a static screen won't "break." It's essentially a steel frame — how often does a steel frame break?
Vibrating screens, on the other hand, have a long list of common failures:
• Bearing burnout (poor lubrication, overload, improper installation)
• Exciter oil leakage (seal aging, housing cracks)
• Spring fracture (fatigue, overload)
• Motor burnout (overload, phase loss, insulation aging)
• Screen box cracking (fatigue fracture from continuous vibration)
• Bolt loosening or fracture (vibration-induced)
A static screen's reliability is its most underrated value. For 24/7 continuous operations, fewer shutdowns mean more revenue.
For highly abrasive materials like quartz sand, iron ore fines, mineral slurries, coal slime, and ceramic raw materials, the bearings and exciter on a vibrating screen wear out quickly.
Real-world data:
• In quartz sand production, vibrating screen bearing life is typically onlyb
• In iron ore fines screening, exciter life may be only 6–12 months
• Each bearing or exciter replacement requires 4–8 hours of downtime
Static screens don't have these delicate components. No matter how hard or abrasive the material, only the screen mesh wears out — and the mesh is already a consumable. Replace the mesh, and the machine is back to full performance with 10–15 minutes of downtime.
For abrasive materials, static screens are the only economically viable choice.
A vibrating screen in operation:
• Noise level typically 85–100 decibels (equivalent to a busy intersection or a jackhammer)
• Hearing protection required for prolonged exposure
• Vibration transmits through the foundation to the entire building
• Cumulative structural damage over time
• Nearby precision equipment (electronic belt scales, analyzers) may be affected
• Poor operator comfort, potential long-term health effects
A static screen:
• Noise level roughly equal to ambient background noise (40–50 decibels, like a quiet office)
• No vibration transmission
• Can be installed on upper floors or next to sensitive equipment
• No structural impact
• High operator comfort
If your screening area is near a control room, office, or precision equipment, a static screen is the smarter choice.

3. 3 Scenarios Where Vibrating Screens Are Irreplaceable
Let's be objective: static screens aren't universal. In the following three scenarios, vibrating screens do have irreplaceable advantages:
A static screen can only separate material into two fractions: oversize and undersize.
If you need to separate material into three, four, or even five size fractions (e.g., >10mm, 5–10mm, 2–5mm, <2mm), a vibrating screen with multiple decks can do it in one pass. A static screen cannot.
For materials finer than 1mm, static screens face two problems:
1. Fine materials flow poorly and tend to accumulate on the static screen surface
2. Fine materials are prone to blinding, especially when moisture is present
The throwing motion of a vibrating screen helps fines pass through the openings and provides some self-cleaning action to reduce blinding.
For materials with high moisture content or sticky characteristics (such as wet coal, clay, or organic fertilizers), static screens are prone to "blinding" — material sticks to the screen surface and plugs the openings.
The vibration of a vibrating screen breaks the adhesion between material and screen surface, reducing blinding.
However, it's important to note: If your material doesn't fall into these three categories, a static screen is likely a better fit for you than a vibrating screen.
4. Which Applications Suit Static Screens? Complete Reference Table
Static Screen Application Guide
| Application | Suitability | Rating | Notes |
|---|---|---|---|
| Coarse screening, pre-screening | Very suitable | ★★★★★ | High capacity, low accuracy requirement — static screen is cost-effective |
| Dewatering, desliming | Very suitable | ★★★★★ | Gravity drainage, simple and reliable |
| Quartz sand classification | Recommended | ★★★★★ | Highly abrasive — vibrating screen bearings can't handle it |
| Slurry pre-treatment | Recommended | ★★★★★ | Remove coarse particles to protect downstream equipment |
| Tailings dewatering | Suitable | ★★★★☆ | Static screen + dewatering screen combination for optimal cost |
| Crushed stone production | Suitable | ★★★★☆ | Primary screening — durable and economical |
| Coal screening (dry coal) | Suitable | ★★★★☆ | Dry coal flows well, static screen works well |
| Fertilizer screening | Suitable | ★★★★☆ | Regular-shaped particles, low blinding risk |
| Grain cleaning | Suitable | ★★★★☆ | Removing coarse impurities — static screen is sufficient |
| Chemical raw material screening | Suitable | ★★★★☆ | Depends on material characteristics — often works well |
| Ceramic raw material screening | Suitable | ★★★★☆ | Highly abrasive — static screen lasts longer |
| Recycled material sorting | Suitable | ★★★★☆ | Primary classification of crushed materials |
| Fine screening (<1mm) | Average | ★★★☆☆ | Lower accuracy than vibrating screen, higher blinding risk |
| High-moisture sticky materials | Average | ★★☆☆☆ | Blinding risk — requires washing aid |
| Multi-deck classification (3-5 fractions) | Not suitable | ★☆☆☆☆ | Static screen only separates two fractions |
| Wet screening | Depends | ★★★☆☆ | Requires water spray — otherwise blinds easily |

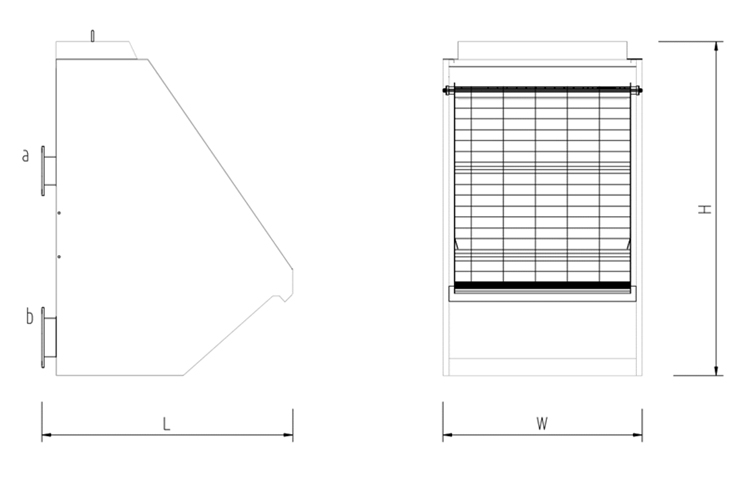
5. Static Screen Selection: 5 Key Parameters You Must Understand
Choosing the wrong specifications will cripple screening performance. These five parameters are essential:
Screening area determines processing capacity. More area = more throughput.
Rule of thumb:
• Coarse screening (>5mm): approximately 15–30 tons/hour per square meter (depending on material)
• Medium screening (1–5mm): approximately 5–15 tons/hour per square meter
• Fine screening (<1mm): approximately 2–8 tons/hour per square meter
Recommendation: When in doubt, go larger. Undersized screening area leads to poor separation, material buildup, and spillage. Select at 1.2–1.5 times your calculated requirement.
The inclination angle determines material flow velocity and screening time.
Screen Inclination Angle Guide
| Angle | Flow Velocity | Screening Time | Best For |
|---|---|---|---|
| 15°-20° | Slow | Long | Fine screening, materials needing thorough separation |
| 20°-25° | Medium | Medium | Standard screening — most commonly used range |
| 25°-35° | Fast | Short | Coarse screening, high capacity, non-blinding materials |
• Fine materials → small angle (15–20°) to increase retention time
• Coarse materials → large angle (25–35°) to maintain flow and prevent buildup
• When uncertain, start with 22–25° and adjust on-site
Opening size directly determines screening results. Selection principle:
• Target particle size = opening size × 0.7–0.9 (because particles aren't perfect spheres and pass through at an angle)
• Example: To capture <5mm material, select openings of 5.5–6mm
Screen Opening Type Comparison
| Type | Advantage | Disadvantage | Best For |
|---|---|---|---|
| Square | High open area, high capacity | Prone to blinding | General materials |
| Slotted | Less blinding, directional | Lower open area | Elongated particles |
| Round | Precise sizing | Low open area | Spherical particles |
Parameter 4: Screen Mesh Material
Screen Mesh Material Comparison
Carbon steel, stainless steel, polyurethane, or rubber — which one fits your application?
| Material | Abrasion Resistance | Cost | Best For |
|---|---|---|---|
| Carbon steel | Fair | Low | Low-abrasion materials, short-term use |
| High manganese steel | Good | Medium | Medium-abrasion materials |
| Stainless steel 304 | Good | Medium-high | Corrosive materials, food grade |
| Polyurethane | Excellent | High | High-abrasion materials — lasts 3-5 times longer than steel |
| Rubber | Good | Medium | Abrasion-resistant, vibration-damping, low noise |
Recommendation: For highly abrasive materials like quartz sand and mineral ores, strongly recommend polyurethane screen mesh. Higher upfront cost, lower total cost of ownership.
Feeding method significantly affects screening efficiency and is often overlooked:
Feeding Method Comparison
| Method | Efficiency | Description |
|---|---|---|
| Direct dumping | 50-60% | Material falls in one concentrated spot — lowest efficiency |
| Chute feeding | 65-75% | Material spreads somewhat along the chute — medium efficiency |
| Vibrating feeder | 80-90% | Material uniformly distributed across screen width — highest efficiency |
| Feed box with baffles | 85-90% | Material drops into box first, then flows out evenly — excellent |
Recommendation: For high capacity or when efficiency is critical, always pair with a vibrating feeder or a feed box with baffles.
Installation quality directly affects screening performance and equipment life. Pay attention to these six points:
1. Foundation Must Be Solid
Although static screens don't generate vibration, falling material still creates impact. A weak foundation leads to:• Screen frame deformation or cracking
• Angle changes, affecting screening performance
• Loose anchor bolts
Requirement: Concrete foundation, minimum thickness 200mm (8 inches), with embedded anchor bolts.
2. Inclination Angle Must Be Accurate
Measure with a level and protractor during installation. Error exceeding ±2° will affect performance.
Tip: Design with an adjustable angle mechanism for fine-tuning on-site.
3. Feed Opening Must Align Properly
The feed opening should align with the upper-center of the screen surface (feed zone), ensuring material lands in the middle of the screen width.
Common mistake: Material lands only on one side → half the screening area wasted → capacity cut in half.
4. Discharge Openings Must Be Clear
Leave adequate space below both coarse and fine discharge openings. Material buildup can block the screen surface from underneath.
Requirement: Minimum 500mm (20 inches) clearance below discharge points.
5. Leave Adequate Access for Maintenance
Static screens require periodic mesh replacement. Personnel need to access the screen surface, so leave sufficient workspace around all sides.
Requirement: Minimum 800mm (32 inches) clearance on both sides and front.
6. Safety Protection Must Be Adequate
Although static screens don't move, material splatter still poses risks.
Requirement: Splash guards at feed points, guardrails on both sides, toeboards on access platforms.
Static screen maintenance is remarkably simple. Here's everything you need to do:
Static Screen Maintenance Checklist
| Frequency | Task | What to Check | Time |
|---|---|---|---|
| Each shift | Visual screen inspection | Mesh damage, blinding | 2 minutes |
| Each shift | Check discharge | Proper separation of coarse and fine | 1 minute |
| Each shift | Listen for unusual sounds | Foreign objects or loose bolts | 1 minute |
| Daily | Clean screen surface | Remove lodged particles | 3-5 minutes |
| Daily | Inspect support beams | Visible wear | 2 minutes |
| Weekly | Check all bolts | Anchor bolts, frame bolts tight? | 5-10 minutes |
| Weekly | Inspect mesh wear | Record wear, estimate remaining life | 5 minutes |
| Monthly | Retighten all bolts | Full bolt tightening pass | 10-15 minutes |
| Monthly | Inspect frame welds | Cracks (especially in feed zone) | 5 minutes |
| Quarterly | Inspect support structure | Deformation, corrosion, cracking | 15 minutes |
| Semi-annually | Replace screen mesh | When worn or damaged | 15-30 minutes |
| Annually | Full inspection | All welds, structural members, foundation | 1-2 hours |
8. Real-World Case Studies: That Switched from Vibrating to Static Screens
Case Study : Quartz Sand Processing Plant
Background: 200,000 tons/year quartz sand. Originally used a vibrating screen for coarse screening (>5mm removal).
Problems with vibrating screen:
• Bearing replacement every 2–3 months
• 8–10 hours of downtime per repair
• Annual spare parts cost ~$2,500
• Operator complaints about noise
After switching to static screen:
• 2 years of operation, zero mechanical failures
• Only 4 mesh replacements (normal consumable wear)
• Annual maintenance cost dropped from $2,500 to ~$350
• Noise problem eliminated
Conclusion: Screening performance unchanged, maintenance cost reduced by 86%.





