
Guía completa de solución de problemas y mantenimiento para la máquina deshidratadora de lodos de tornillo
I. Introducción al Equipo de Deshidratación de Lodos de Tornillo

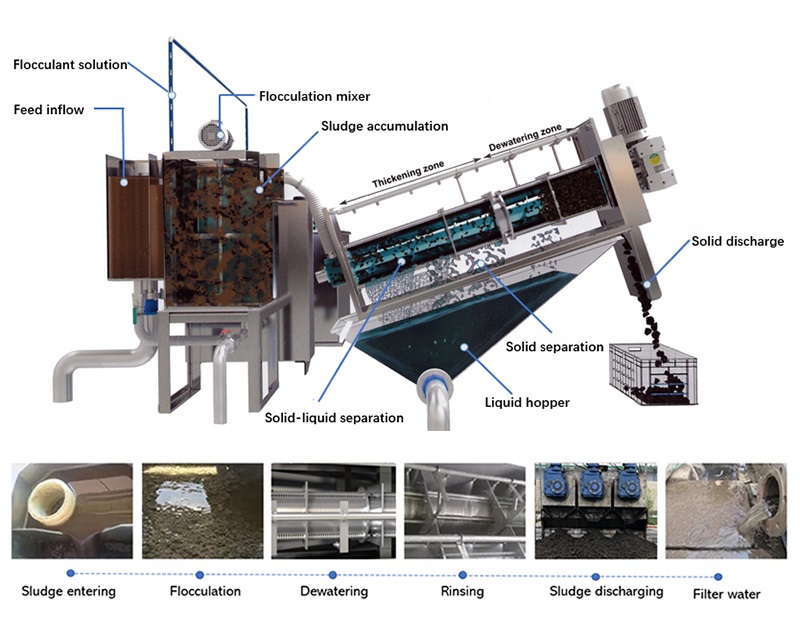
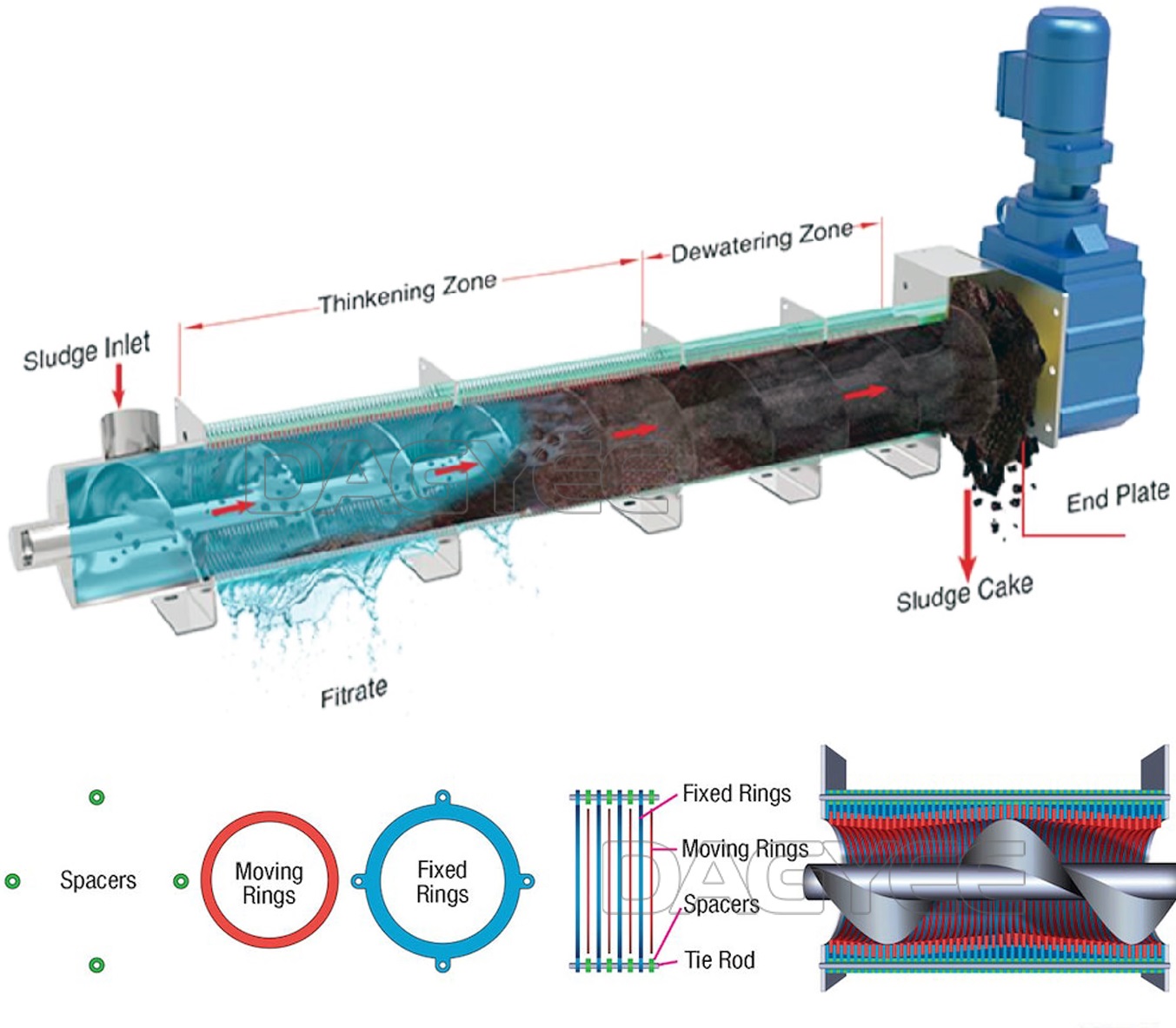
La deshidratadora de lodos de tornillo, también denominada prensa de tornillo de discos apilados o deshidratadora espiral de lodos, es un dispositivo fundamental de separación sólido-líquido. Se utiliza ampliamente en plantas de tratamiento de aguas residuales municipales, aguas residuales de procesamiento de alimentos, efluentes industriales químicos, tratamiento de estiércol ganadero y gestión de lodos de teñido y estampado textil. A diferencia de la prensa de cinta filtrante y la prensa de placas y marcos tradicionales, este equipo adopta una estructura de anillos dinámicos y estáticos apilados, funciona a baja velocidad de rotación (2–6 rpm), tiene un bajo consumo energético y opera de forma continua y automática.
No obstante, el funcionamiento continuo a largo plazo, las características inestables del lodo, la dosificación irregular de productos químicos y la falta de mantenimiento diario provocan frecuentes fallos mecánicos, eléctricos y de proceso. Las averías no resueltas reducen directamente la eficiencia de deshidratación del lodo, elevan el valor de sólidos suspendidos (SS) en el filtrado, generan paradas del equipo y aumentan los costos de reposición de piezas de repuesto. Basándose en los datos de operación de más de 120 estaciones de tratamiento de aguas residuales, este documento clasifica sistemáticamente las 8 averías más frecuentes de la deshidratadora de lodos de tornillo, analiza sus mecanismos internos, presenta flujos estandarizados de desmontaje y reparación, y establece un sistema de mantenimiento preventivo de ciclo completo.
1.1 Parámetros Técnicos Estándar Principales de la Deshidratadora de Tornillo de Discos Apilados Convencional
La siguiente tabla recoge los parámetros de los modelos estándar industriales y municipales más utilizados, correspondientes a las deshidratadoras de tornillo de acero inoxidable 304 comunes. Se adaptan a la mayoría de los equipos en campo de proyectos de tratamiento de aguas residuales y sirven como referencia para la comparación de parámetros durante el diagnóstico de averías y la puesta a punto del equipo.
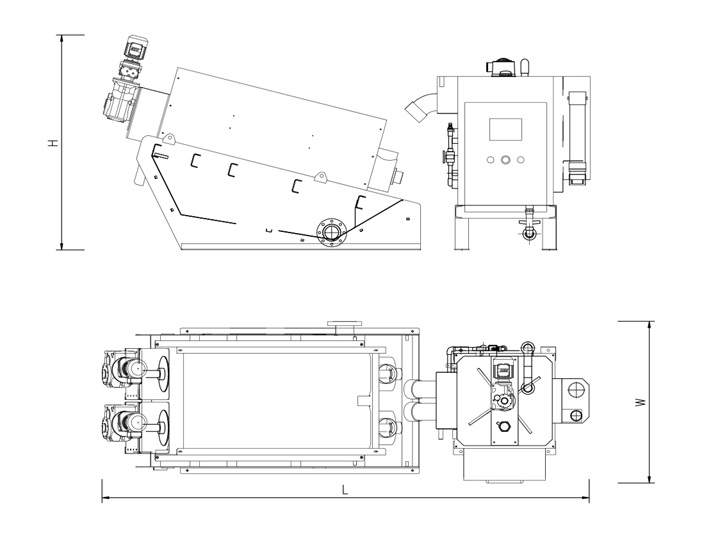
| Modelo | Capacidad DS (kg/h) Mín. | Capacidad DS (kg/h) Máx. | Diámetro Espiral (mm) | Distancia Descarga (mm) | Tamaño L (mm) | Tamaño W (mm) | Tamaño H (mm) | Peso Neto (kg) | Peso Operativo (kg) | Potencia (kW) | Agua Lavado (L/h) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| DL202 | 18 | 30 | 200 * 2 | 350 | 2500 | 935 | 1270 | 470 | 730 | 1.11 | 64 |
| DL301 | 30 | 50 | 310 * 1 | 495 | 3255 | 985 | 1600 | 850 | 1320 | 0.74 | 40 |
| DL302 | 60 | 100 | 310 * 2 | 495 | 3455 | 1295 | 1600 | 1200 | 2230 | 1.11 | 80 |
| DL303 | 90 | 150 | 310 * 3 | 495 | 3605 | 1690 | 1600 | 1520 | 3080 | 1.86 | 120 |
| DL352 | 120 | 200 | 350 * 2 | 580 | 4240 | 1550 | 2190 | 1950 | 3400 | 3.75 | 144 |
| DL353 | 180 | 300 | 350 * 3 | 580 | 4460 | 2100 | 2190 | 2600 | 4850 | 6 | 216 |
| DL402 | 120 | 200 | 410 * 2 | 585 | 4140 | 1550 | 2250 | 2450 | 3400 | 3.75 | 144 |
| DL403 | 180 | 300 | 410 * 3 | 585 | 4420 | 2100 | 2250 | 3350 | 4850 | 6 | 216 |
II. 8 Averías Típicas, Análisis de Causas Raíz y Métodos de Reparación Paso a Paso

Avería 1: Obstrucción y Atascamiento del Eje del Tornillo (Avería más frecuente)
(1) Síntomas
El motor de accionamiento activa la protección por sobrecarga y se apaga automáticamente; el variador de frecuencia muestra un código de alarma por sobrecorriente.
Tras cortar la energía, el eje del tornillo no puede girarse manualmente y se observa una acumulación abundante de lodo endurecido dentro del conjunto de deshidratación.
No hay salida de torta de lodo por la boca de descarga y el caudal de filtrado disminuye drásticamente.
(2) Causas Raíz
Anomalías en las propiedades del lodo: El lodo bruto contiene mucha arena, fibras, cabellos, grasas o coloides orgánicos viscosos; las impurezas gruesas no tratadas se enredan en las paletas del tornillo y tapan los huecos entre los anillos.
Acondicionamiento de floculación inadecuado: Modelo de poliacrilamida (PAM) incompatible, concentración de disolución insuficiente o dosificación escasa, lo que forma flósculos sueltos que se adhieren firmemente al eje del tornillo y los anillos.
Operación irregular: Alimentación continua de lodo excesiva, superando la capacidad nominal del equipo; falta de preenjuague antes del arranque y de limpieza en vacío tras la parada, lo que provoca el endurecimiento del lodo residual en el interior.
Defectos de fabricación: Falta de planitud en los anillos dinámicos y estáticos, huecos de montaje excesivos o superficies de las paletas del tornillo sin pulir, que aceleran la adherencia del lodo.
(3) Procedimientos de Reparación Estándar
Desatasco de emergencia (atascamiento leve): Detener la bomba de alimentación de lodo, activar el sistema de pulverización de retrolavado automático, poner el variador de frecuencia en modo inversión durante 3 a 5 minutos para aflojar los depósitos de lodo superficiales y, posteriormente, poner el equipo a funcionar en vacío en sentido normal durante 20 minutos para autolimpiarse.
Tratamiento de obstrucción moderada: Cortar toda la energía y aplicar el protocolo de bloqueo y etiquetado (LOTO). Retirar la cubierta lateral del equipo, enjuagar el conjunto de anillos desde el extremo de alimentación y el de descarga con una pistola de agua a alta presión, y raspar el lodo endurecido con una espátula de plástico para no rayar la superficie de los anillos de acero inoxidable.
Mantenimiento por atasco total severo: Desmontar todo el conjunto de discos apilados y extraer horizontalmente el eje del tornillo. Sumergir todos los anillos y paletas en una solución de limpieza alcalina durante 2 horas para disolver grasas y lodos orgánicos. Pulir las zonas rayadas con paño abrasivo fino y volver a montar una vez que todas las piezas estén completamente secas.
(4) Prevención a Largo Plazo
Instalar una cesta de prefiltrado y un separador magnético de hierro en la entrada de lodo. Comprobar diariamente el efecto de floculación del PAM para garantizar que el tamaño de los flósculos sea superior a 5 mm. Implementar un procedimiento operativo estándar (POE): pulverización en vacío de 10 minutos antes del arranque y limpieza en funcionamiento vacío de 30 minutos tras detener la alimentación.
Avería 2: Sobrecarga, Sobrecalentamiento del Motor y Alarmas Frecuentes de Protección por Corriente
(1) Síntomas
La temperatura superficial del motor supera los 85 °C durante el funcionamiento y se percibe un olor a quemado en el reductor.
La corriente de funcionamiento real es entre 1,5 y 2 veces la corriente nominal y el relé térmico corta el suministro de energía con frecuencia.
La velocidad de rotación del tornillo disminuye notablemente y la producción de torta de lodo se reduce en más de un 40 %.
(2) Causas Raíz
Aumento de la resistencia del proceso: Obstrucción parcial en el conjunto de deshidratación, resistencia excesiva por un hueco inadecuado de la placa de contrapresión o lodo con mala floculación, lo que incrementa la carga de torsión del tornillo.
Aumento de la fricción mecánica: Desgaste de los rodamientos del extremo del eje, tuercas de apriete del conjunto de anillos flojas o deformación de los anillos dinámicos que generan resistencia por fricción metálica.
Fallos del sistema eléctrico: Desequilibrio de las tres fases de corriente, degradación del aislamiento del motor o deterioro del aceite del reductor, que eleva la resistencia de transmisión.
(3) Pasos de Solución de Averías y Reparación
Inspección de parámetros: Registrar el caudal de entrada de lodo, la dosis de PAM y el hueco de la placa de contrapresión. Reducir temporalmente la alimentación en un 30 % y ajustar el hueco de contrapresión para disminuir la resistencia a la extrusión.
Inspección de fricción mecánica: Cortar la energía y girar manualmente el eje del tornillo para evaluar la resistencia al atascamiento. Desmontar el soporte de rodamientos, reponer grasa lubricante o sustituir rodamientos dañados. Apretar uniformemente todos los pernos de fijación del conjunto de anillos.
Mantenimiento del circuito eléctrico: Comprobar el equilibrio de tensión trifásica con un multímetro, revisar el aislamiento de los devanados del motor, vaciar el aceite usado del reductor y rellenarlo con aceite lubricante para reductores de acero inoxidable de grado alimentario especificado.
(4) Ciclo Estándar de Mantenimiento
Sustituir el aceite del reductor cada 2000 horas de funcionamiento; reponer grasa de litio en los rodamientos cada 7 días de funcionamiento continuo.
Avería 3: Vibraciones Anómalas y Ruido de Fricción Metálica
(1) Síntomas
El cuerpo del equipo vibra intensamente durante la operación y se escuchan golpes o roces metálicos en la zona de los discos apilados.
La amplitud de vibración supera los 0,12 mm y los pernos de anclaje de la base se aflojan tras 1 o 2 semanas de uso.
Al desmontar, se observan marcas de desgaste localizadas en los anillos dinámicos y estáticos.
(2) Causas del Fallo
Excentricidad del eje del tornillo: Doblamiento por sobrecarga prolongada, desgaste irregular del diámetro exterior de las paletas o desalineación tras un montaje posterior al desmontaje.
Presencia de impurezas metálicas extrañas entre los anillos dinámicos y estáticos: Alambres de hierro, fragmentos de piedras que rayan las superficies y provocan ruidos de colisión periódicos.
Defectos de instalación y base: Suelo irregular, pernos de anclaje flojos o amortiguadores de goma envejecidos y defectuosos.
(3) Flujo de Reparación Profesional
Cortar la energía de inmediato para evitar un mayor desgaste de los anillos. Desmontar el conjunto de anillos y retirar todas las impurezas duras de los huecos. Calibrar la concentricidad del eje del tornillo con un comparador de carátula; enderezar ejes ligeramente doblados con presión mecánica y sustituir paletas gravemente deformadas. Nivelar la base del equipo con cuñas de acero, apretar todos los pernos de anclaje con llave dinamométrica y reemplazar las almohadillas amortiguadoras de goma agrietadas o envejecidas.
Avería 4: Fugas de Lodo en el Depósito de Filtrado y Exceso de Sólidos Suspendidos en el Efluente
(1) Síntomas
Numerosas partículas finas de lodo se filtran por los huecos de los anillos al agua del filtrado y los sólidos suspendidos en el efluente superan los 150 mg/L.
El lodo salpica por los huecos laterales del conjunto de anillos durante el funcionamiento a carga alta.
(2) Causas Raíz
Desgaste de los anillos dinámicos y estáticos: La fricción prolongada amplía los huecos de montaje por encima de 1,2 mm (el hueco estándar es de 0,5 a 1,0 mm).
Floculación deficiente: Los flósculos pequeños y sueltos no retienen las partículas sólidas, por lo que el lodo fino penetra por los huecos filtrantes.
Montaje desalineado del conjunto de anillos: Apriete desigual de los pernos que provoca la ampliación parcial de los huecos entre anillos.
(3) Soluciones de Reparación y Optimización
Ajuste químico: Optimizar la dosis y concentración de disolución de PAM catiónico; realizar diariamente ensayos en jarras para estabilizar la formación de flósculos.
Sustitución de anillos desgastados: Retirar los anillos dinámicos desgastados e instalar nuevos anillos resistentes al desgaste de acero inoxidable 304 o cerámica. Montar el conjunto aplicando una presión uniforme en los pernos.
Calibración de huecos: Ajustar el grosor de las arandelas entre los grupos de anillos para mantener el hueco filtrante estándar entre 0,6 y 0,9 mm.
Avería 5: Alto Contenido de Humedad en la Torta de Lodo Descargada (Bajo Rendimiento de Deshidratación)
(1) Síntomas
La torta de lodo descargada es blanda y pegajosa, con un contenido de humedad superior al 85 % (objetivo de diseño: 75–80 %). La tasa de recuperación de sólidos es baja y el volumen de la torta aumenta los costos de transporte.
(2) Causas Principales
Hueco inadecuado de la placa de contrapresión: Un hueco excesivamente amplio reduce la presión de extrusión dentro de la cámara de deshidratación.
Baja concentración del lodo de entrada: El lodo bruto no pasa por espesamiento previo, por lo que entra demasiada agua libre al equipo.
Velocidad de rotación del tornillo excesiva: El tiempo de residencia del lodo en el conjunto de anillos es corto y la separación del agua no se completa.
Desgaste severo de los anillos, que reduce la fuerza de extrusión entre capas.
(3) Pasos de Reparación y Ajuste Operativo
Ajuste de parámetros mecánicos: Reducir la velocidad del tornillo a 2–4 rpm mediante el variador de frecuencia y estrechar ligeramente el hueco de la placa de contrapresión según la proporción de materia orgánica del lodo.
Optimización del pretratamiento: Instalar un depósito de espesamiento de lodo antes de la prensa de tornillo para elevar la concentración de sólidos de entrada al 3 %–5 %.
Sustitución de piezas desgastadas: Reemplazar los anillos dinámicos envejecidos para restaurar la presión de extrusión original del conjunto de deshidratación.
Avería 6: Deformación de los Anillos Dinámicos y Estáticos
(1) Síntomas
Las placas de los anillos pierden la planitud y presentan curvaturas locales; aparecen marcas de desgaste desiguales en las superficies de contacto. Tras un corto tiempo de funcionamiento, se producen fugas y obstrucciones frecuentes de lodo.
(2) Causas
Funcionamiento prolongado a sobrecarga y impactos de presión de extrusión instantánea que deforman la estructura de los anillos.
Lodo con alto contenido de arena e impurezas duras que generan presión puntual sobre las placas de los anillos.
Material de baja calidad y escaso grosor en los anillos, con resistencia a la fluidez insuficiente.
(3) Normas de Mantenimiento y Sustitución
Anillos con deformación leve: Enderezarlos por calor con un utillaje de nivelación para acero inoxidable y reutilizarlos tras comprobar su planitud.
Anillos gravemente doblados o agrietados: Sustituirlos directamente por anillos de acero inoxidable reforzados y resistentes al desgaste. Reforzar el prefiltrado del lodo bruto para reducir la entrada de impurezas duras.
Avería 7: Fugas de Agua y Grasa en los Rodamientos del Extremo del Eje del Tornillo
(1) Síntomas
El agua penetra en el soporte de rodamientos y emulsifica la grasa lubricante; el aceite lubricante gotea sobre el conjunto de anillos y contamina la torta de lodo deshidratada.
(2) Causas Raíz
Envejecimiento del retén de aceite del extremo del eje, desgaste de los anillos de estanqueidad por la erosión continua del agua de lodo o apriete insuficiente de la caja de estanqueidad.
(3) Procedimiento de Reparación
Desmontar la tapa del extremo del rodamiento y retirar el retén de aceite y el anillo deflectores de agua dañados. Instalar nuevas piezas de estanqueidad anticorrosivas de caucho fluorado, apretar uniformemente los pernos de la caja de estanqueidad y rellenar con grasa de litio resistente al agua para rodamientos.
Avería 8: Paradas Automáticas del Sistema de Control y Fallos de Sensores Eléctricos
(1) Síntomas
El equipo no arranca de forma automática; la pantalla táctil muestra alarmas de fallo de sensores y se activa la protección por par de torsión sin que existan obstrucciones mecánicas evidentes.
(2) Causas Raíz
Sonda del sensor de nivel infrarrojo obstruida, cables de señal del limitador de par flojos, interruptor de protección térmica envejecido o cortocircuitos de cables en el entorno húmedo del lodo.
(3) Pasos de Mantenimiento Eléctrico
Limpiar los depósitos de lodo en todos los sensores de nivel y de par con agua limpia; reconectar y apretar los terminales de cables de señal flojos. Sustituir relés térmicos envejecidos y limitadores de par dañados, y envolver los cables expuestos con cinta aislante impermeable. Vaciar periódicamente el agua condensada dentro del armario de control eléctrico e instalar un deshumidificador para reducir el riesgo de cortocircuitos.
2.1 Tabla Rápida de Autodiagnóstico de Averías (Diagnóstico en 5 minutos en campo)
Esta tabla permite a los operadores de campo realizar diagnósticos rápidos sin herramientas profesionales, reduciendo en un 80 % el tiempo de identificación de fallos, ideal para la operación diaria de plantas de tratamiento de aguas residuales.
| Fenómeno Anormal en Campo | Diagnóstico Prioritario de Falla | Primera Operación de Emergencia | Tiempo de Diagnóstico |
|---|---|---|---|
| Alarma de sobrecorriente + parada súbita | Bloqueo de tornillo / rodamiento atascado | Detener alimentación, marcha atrás en vacío | 1 min |
| Aumento brusco de humedad en torta, sin alarma | Holgura de contrapresión demasiado grande / baja concentración de lodo | Ajustar la holgura de la placa de contrapresión | 2 min |
| Ruido metálico + vibración del equipo | Cuerpo extraño entre anillos / desalineación del eje | Corte de emergencia, verificar holgura de anillos | 1.5 min |
| Derrame masivo de lodo fino en filtrado | Desgaste de anillos y holgura de montaje excesiva | Ajustar dosificación de PAM temporalmente | 2 min |
| Sobrecalentamiento de motor con olor a quemado | Aceite de reductor envejecido / desequilibrio de voltaje trifásico | Detener operación, enfriar motor | 3 min |
| Alarma de sensor, máquina no arranca | Sonda de sensor obstruida / cableado suelto | Limpiar superficie del sensor rápidamente | 1 min |
III. Flujo Estándar de Desmontaje y Montaje Completo (Guía de Revisión Mayor)
Realice la revisión mayor completa de la deshidratadora de lodos de tornillo cada 12 meses siguiendo los pasos estandarizados para evitar daños secundarios:
Preparación previa a la revisión: Detener toda la alimentación, realizar limpieza en funcionamiento vacío durante 30 minutos, cortar el suministro general de energía y aplicar el bloqueo y etiquetado de seguridad.
Retirar los deflectores laterales del depósito de filtrado, desmontar el conjunto de la placa de contrapresión y la tolva de descarga.
Aflojar capa por capa todos los pernos de apriete del conjunto de anillos y extraer los grupos de anillos dinámicos y estáticos uno a uno para su limpieza e inspección de desgaste.
Extraer horizontalmente el eje del tornillo con un polipasto especial. Comprobar el desgaste de las paletas, la concentricidad del eje y el estado de los rodamientos del extremo.
Limpiar todos los componentes con detergente alcalino, pulir las superficies rayadas y sustituir todas las piezas gravemente desgastadas (anillos, retenes, rodamientos).
Montar el conjunto de anillos en el orden original y apretar los pernos de apriete de forma cruzada con par uniforme para garantizar huecos filtrantes homogéneos.
Instalar el eje del tornillo y el conjunto de rodamientos, reponer lubricante y reajustar el hueco de la placa de contrapresión según las características del lodo.
Restaurar el circuito de control y la tubería de pulverización auxiliar. Realizar una prueba de funcionamiento sin carga durante 1 hora para comprobar vibraciones, ruidos y estabilidad de la corriente.
Realizar una prueba con alimentación normal de lodo, ajustar la dosis de PAM y el hueco de contrapresión hasta que el contenido de humedad de la torta cumpla los estándares de diseño.

Mantenimiento Diario (Antes y después de cada turno)
Comprobar la corriente de funcionamiento, temperatura superficial y vibraciones/ruidos del motor.
Activar el sistema de retrolavado automático para limpiar completamente el conjunto de anillos al finalizar el turno.
Inspeccionar las fugas de sólidos suspendidos en el filtrado y ajustar la dosis de PAM a tiempo si la floculación es anómala.
Retirar residuos de la cesta de prefiltrado de la entrada de lodo.
Mantenimiento Semanal
Reponer grasa de litio en los rodamientos del extremo del eje del tornillo.
Comprobar el apriete de los pernos de anclaje y el estado de envejecimiento de los amortiguadores.
Limpiar lodo y polvo del interior del armario de control eléctrico y probar la sensibilidad de las señales de los sensores.
Mantenimiento Mensual
Comprobar el estado del aceite del reductor; reponer o sustituirlo si presenta emulsificación.
Medir los huecos de los anillos dinámicos y estáticos y registrar los datos de desgaste para prever la reposición de piezas.
Calibrar la abertura de la placa de contrapresión y los parámetros de velocidad del variador de frecuencia.
Revisión Mayor Anual
Desmontaje completo, detección de desgaste de componentes, sustitución de todas las piezas consumibles vulnerables, calibración de la concentricidad del eje del tornillo, sustitución de circuitos envejecidos y puesta a punto general del rendimiento.
V. Consejos de Optimización de Costos para Reparaciones y Gestión de Piezas de Repuesto

V. Conclusión
La mayoría de las averías de la deshidratadora de lodos de tornillo se originan en tres aspectos: operación y acondicionamiento químico irregulares, desgaste mecánico sin mantenimiento periódico y características anómalas del lodo bruto. El diagnóstico preciso mediante la observación de síntomas, los procedimientos estandarizados de desmontaje y reparación y el sistema de mantenimiento preventivo cíclico pueden eliminar más del 90 % de las averías frecuentes.
Las empresas pueden combinar los datos de operación diaria para crear un mecanismo de alerta temprana de fallos del equipo, reducir la duración de paradas no planificadas, estabilizar la eficiencia de deshidratación del lodo y disminuir los costos generales de operación y mantenimiento de las instalaciones de tratamiento de aguas residuales. Para deformaciones mecánicas complejas y fallos profundos del sistema de control eléctrico, contrate técnicos profesionales de mantenimiento de equipos ambientales para realizar revisiones en campo y evitar daños secundarios irreversibles en componentes clave como el eje del tornillo y el conjunto de discos apilados.

Noticias relacionadas
")



