





Unidad de Preparación de Polímeros: Diagnóstico de Fallos y Mantenimiento - Diagnóstico Completo de Fallas, Guía de Reparación y Programa de Prevención
I. IntroducciónLas Unidades de Preparación de Polímeros (PPU, por sus siglas en inglés) constituyen un equipo central indispensable en el tratamiento moderno de aguas residuales, la eliminación de aguas residuales industriales y los sistemas de deshidratación de lodos. También conocidos ampliamente como sistemas automáticos de disolución y dosificación de PAM, estos dispositivos están diseñados para convertir polvo seco de poliacrilamida en soluciones poliméricas diluidas, uniformes y estables, mediante procesos precisos de alimentación automática, humectación, dispersión, disolución y envejecimiento. La concentración de trabajo estándar de las soluciones poliméricas varía del 0,1% al 0,5%, lo que cumple perfectamente con los requisitos de floculación, sedimentación y acondicionamiento de lodos de la mayoría de los proyectos municipales e industriales de tratamiento de agua.
En operaciones reales in situ, las Unidades De Preparación De Polímeros están frecuentemente expuestas a condiciones de trabajo adversas, como entornos de taller húmedos, operación ininterrumpida durante 24 horas continuas y hábitos de operación manual desiguales. Estos factores provocan fallos frecuentes en los equipos, como grumos (ojos de pez) de polímero sin disolver, obstrucción de tuberías y bombas, concentración inestable de la solución, vibración anormal del agitador y atascos en el sistema de alimentación. Las fallas menores reducen directamente la eficiencia de floculación, aumentan el consumo químico de polímero y elevan los costos operativos. Las fallas no resueltas a largo plazo causan daños permanentes a los componentes mecánicos, acortan la vida útil del equipo e incluso pueden provocar la parada del sistema y afectar el funcionamiento general de la línea de producción de tratamiento de agua.
La mayoría del personal de operación y mantenimiento in situ solo domina las operaciones básicas de arranque y parada, y carece de conocimientos sistemáticos de diagnóstico de fallas y mantenimiento profesional. La mayoría de las guías existentes en línea solo enumeran fenómenos de falla simples, sin un análisis profundo de las causas raíz ni pasos de reparación estandarizados. Esta guía completa combina años de datos de operación de campo, experiencia en mantenimiento de equipos y especificaciones técnicas de estándares industriales, clasificando todas las fallas comunes de las PPU, esquemas de reparación específicos, parámetros técnicos completos del equipo y planes de mantenimiento preventivo estandarizados. Su objetivo es proporcionar a los ingenieros de campo y administradores de equipos una referencia técnica práctica, operativa y completa para estabilizar el funcionamiento de las PPU y reducir las tasas de fallos.
II. Principio de funcionamiento y parámetros técnicos principales de la unidad de preparación de polímeros
1. Principio básico de funcionamiento
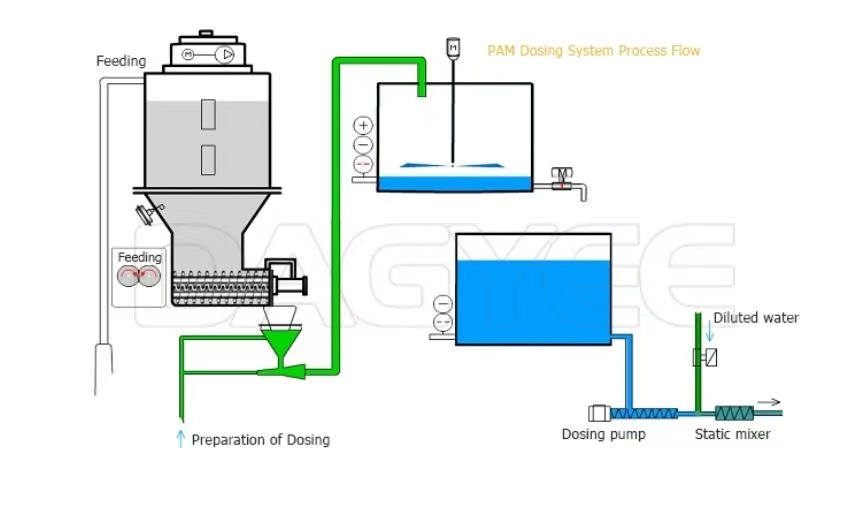
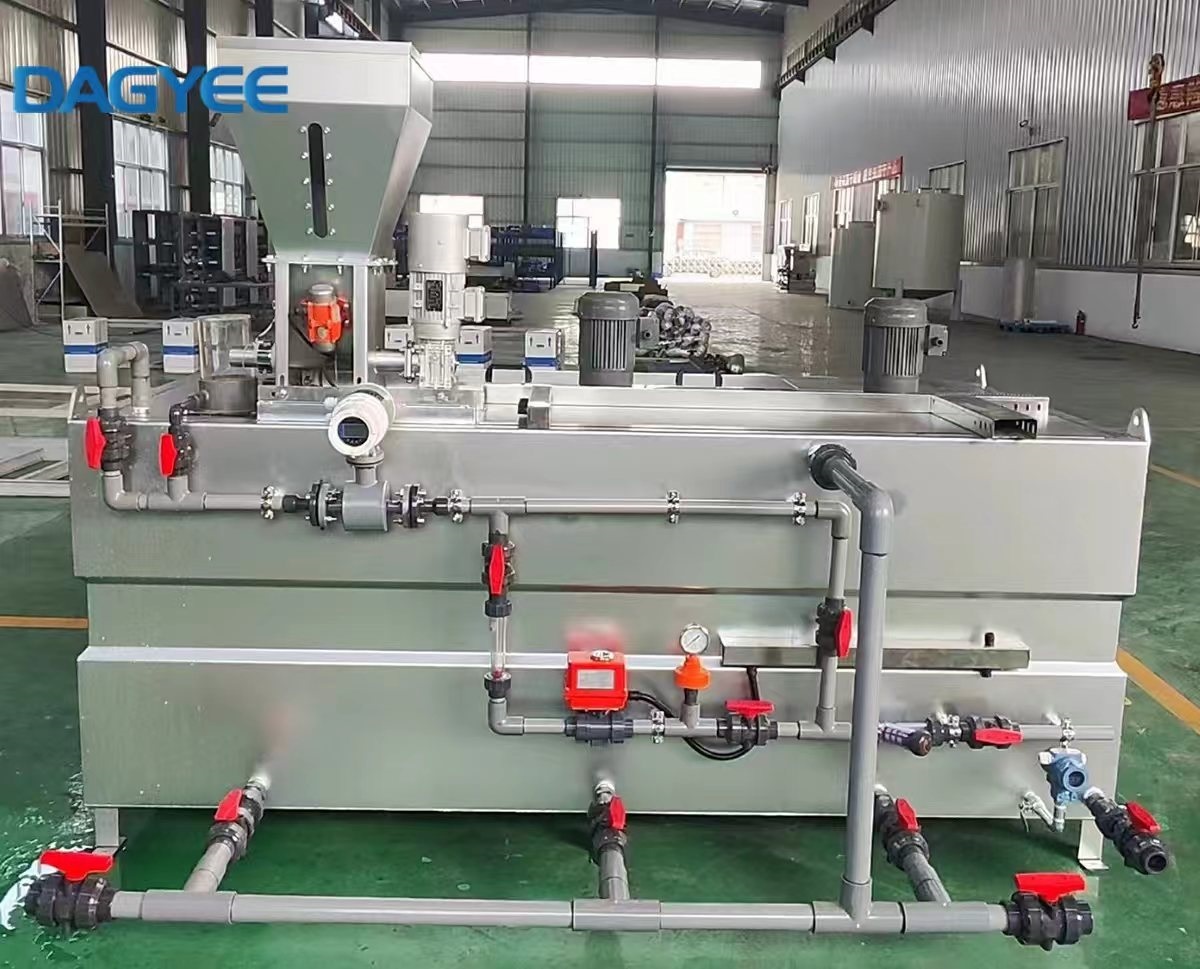
Una unidad estándar automática de preparación de polímeros adopta un diseño estructural integrado de tres cámaras, que incluye una cámara de humectación y dispersión, una cámara de disolución primaria y una cámara de envejecimiento estático. Todo el proceso de trabajo es completamente automático y de circuito cerrado. En primer lugar, el polímero seco en polvo almacenado en la tolva se transporta cuantitativamente al cono de humectación mediante un alimentador de tornillo de precisión. Simultáneamente, el agua de red estabilizada en presión forma un flujo de agua atomizado de alta velocidad a través de la boquilla dentro del cono de humectación, que contacta y humedece completamente el polvo de polímero dispersado para evitar la aglomeración del polvo y los ojos de pescado (gránulos secos).
La mezcla líquida de polímero previamente humedecida fluye hacia la cámara de disolución, donde el agitador de baja velocidad gira continuamente para promover la completa dispersión y disolución de las partículas de polímero. Después de la disolución primaria, la solución rebosa hacia la cámara de envejecimiento para su maduración estática. El proceso de envejecimiento permite que la cadena molecular del polímero se estire y active completamente, asegurando que la actividad de floculación de la solución final alcance el estado óptimo. Finalmente, la solución de polímero madurada se transporta cuantitativamente al punto de dosificación mediante una bomba de transferencia, completando así todo el proceso de preparación y dosificación. Todo el sistema está controlado por un PLC, que supervisa en tiempo real la presión del agua, el nivel de líquido, la velocidad de alimentación y el estado de funcionamiento de la agitación, permitiendo el ajuste automático y la alarma de fallos.
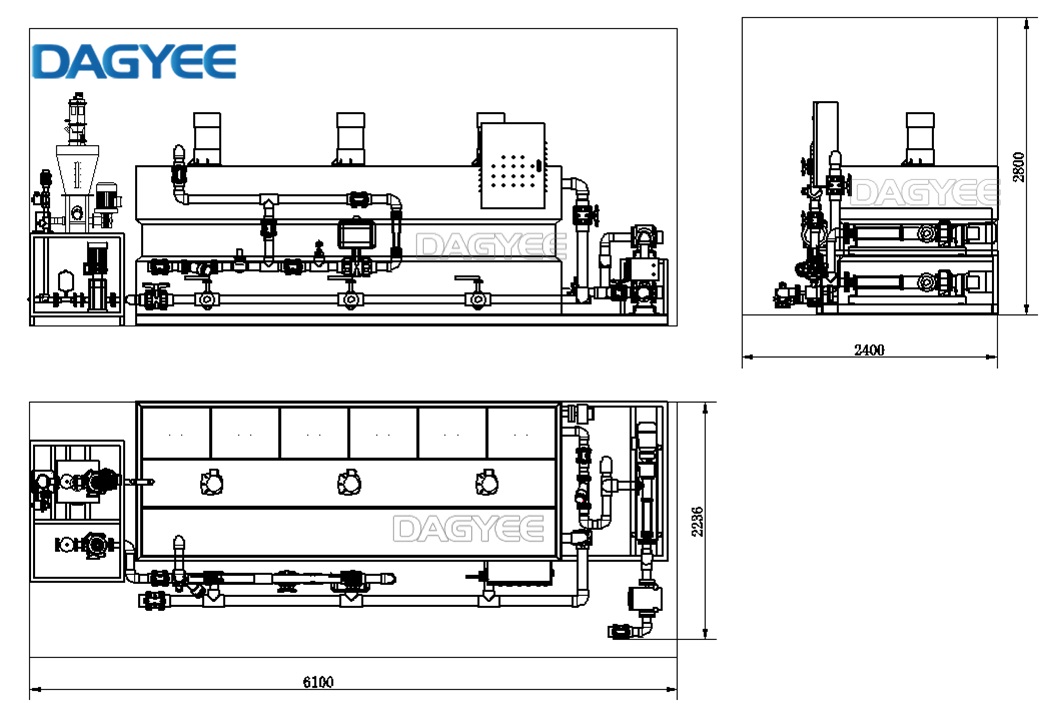
2. Parámetros Técnicos Estándar de las UPP Convencionales
Las diferentes especificaciones de las unidades de preparación de polímeros se ajustan según la capacidad diaria de tratamiento de agua y el volumen de tratamiento de lodos. La siguiente tabla enumera los parámetros técnicos estándar predominantes de las UPP industriales y municipales, abarcando modelos pequeños, medianos y grandes, lo que facilita la selección del equipo, la calibración de los parámetros de operación y el diagnóstico de fallos.
| Modelo DT | Capacidad (L/h) | Dimensiones L*A*A (mm) | Peso (kg) | Potencia (kW) |
|---|---|---|---|---|
| DT200 | 200 | 940*520*1450 | 250 | 0.54 |
| DT500 | 500 | 1370*730*1450 | 350 | 0.92 |
| DT1000 | 1000 | 1800*950*1620 | 480 | 1.3 |
| DT1500 | 1500 | 2130*1120*1620 | 560 | 1.7 |
| DT3000 | 3000 | 2450*1270*2000 | 790 | 2.4 |
| DT4000 | 4000 | 2780*1440*2250 | 1050 | 3.2 |
| DT6000 | 6000 | 3100*1600*2650 | 1200 | 4.8 |
| DT10000 | 10000 | 3970*2040*2650 | 1450 | 6.4 |
III. Análisis Estadístico de Fallos Comunes en el Funcionamiento de PPU
Basándonos en los datos de operación y mantenimiento a largo plazo de 128 conjuntos de unidades de preparación de polímeros en plantas de tratamiento de aguas residuales municipales, parques químicos industriales y proyectos de tratamiento de aguas residuales de teñido e impresión entre 2022 y 2025, hemos clasificado la frecuencia de fallos y la proporción de cada componente de la PPU. Los datos reflejan claramente las piezas vulnerables y los eslabones débiles del equipo en operación continua, lo que proporciona una base específica para la resolución de problemas y el mantenimiento preventivo posteriores.
| Categoría de Falla | Proporción de Fallas | Manifestaciones Principales de Falla | Factores de Influencia Principales |
|---|---|---|---|
| Fallas en Bomba de Dosificación y Transferencia | 35% | Bajo caudal de descarga, obstrucción del cuerpo de la bomba, fuga del sello mecánico, ruido por sobrecarga del motor | Deposición por aglomeración de polímero, envejecimiento del sello, operación prolongada en sobrecarga |
| Fallas en Sistema de Control y Sensores | 25% | Desviación en detección de nivel, deriva de datos de flujo, falla de alarma PLC, conversión de frecuencia inestable | Humedad del taller, envejecimiento de sensores, calibración irregular, envejecimiento del cableado |
| Fallas en Operación del Agitador | 20% | Vibración anormal, vibración rotativa, ruido en rodamientos, desgaste y deformación de paletas | Carga prolongada de agitación, incrustación por adherencia de polímero, falta de lubricación en rodamientos |
| Fallas en Sistema de Alimentación y Humectación | 20% | Puente de polvo en tolva, atasco de alimentación por tornillo, obstrucción de boquillas, mala humectación del polvo | Polvo húmedo, presión de agua inestable, limpieza y mantenimiento irregulares |
A partir de los datos estadísticos, las fallas de las bombas son el principal problema que afecta la operación estable de la PPU, representando la mayor proporción de todas las fallas. La mayoría de las fallas de las bombas son causadas por una limpieza fuera de tiempo de los aglomerados de polímero y por el envejecimiento de las piezas de desgaste, las cuales son completamente evitables mediante un mantenimiento diario estandarizado. Las fallas del sistema de control son el segundo tipo principal de fallas. La mayoría del personal en sitio ignora la calibración periódica de los sensores y la deshumidificación del gabinete eléctrico, lo que resulta en una desviación gradual de los datos y fallas por alarmas del sistema. Las fallas del agitador y del sistema de alimentación son causadas principalmente por una operación manual irregular y un mantenimiento diario incompleto, las cuales presentan una fuerte regularidad y predictibilidad.
IV. Fallas Comunes de la PPU, Causas Raíz y Soluciones Paso a Paso para su Reparación
Combinando casos de fallas en campo y las características de falla de los componentes, este capítulo sistematiza seis tipos de fallas de la PPU que son las más frecuentes y con mayor impacto, y proporciona un diagnóstico detallado de síntomas, análisis de causas raíz, pasos de reparación estandarizados y esquemas de mejora específicos, los cuales pueden ser implementados directamente por el personal de mantenimiento en sitio.
1. Ojos de Pez y Grumos Indisueltos en el Polímero
Los ojos de pez y los grumos de polímero sin disolver son las fallas más comunes en la operación de una PPU, y existen en casi todos los equipos con operación y mantenimiento irregulares. El síntoma típico es que la solución de polímero preparada se ve turbia, con partículas coloidales transparentes o blancas visibles flotando en el líquido. Estos grumos sin disolver no pueden ejercer actividad floculante. Por el contrario, obstruirán las tuberías posteriores, las mallas filtrantes y las bombas dosificadoras, y reducirán seriamente el efecto de purificación del agua residual.
La causa raíz principal de los ojos de pez es el humedecimiento asimétrico del polímero en polvo. Cuando la presión del agua del sistema de humedecimiento es insuficiente o la boquilla está obstruida, el polímero seco en polvo no puede dispersarse ni humedecerse completamente. La superficie de las partículas de polvo se hidrata rápidamente formando una película coloidal, mientras que el interior del polvo permanece seco, formando ojos de pez con núcleo seco. Además, una concentración excesiva de la solución de polímero, un tiempo de envejecimiento insuficiente, la humedad en la materia prima en polvo y una presión de alimentación de agua inestable también agravarán la formación de grumos sin disolver.
Los pasos de reparación estándar son los siguientes: Primero, detener el sistema de alimentación y cerrar la válvula de entrada de agua, drenar completamente la solución turbia con ojos de pez en el tanque. Segundo, desmontar el cono de humedecimiento y la boquilla de atomización, limpiar con agua a alta presión los residuos de polímero atascados y las impurezas dentro de la boquilla, y asegurar que el orificio de la boquilla esté despejado. Tercero, verificar la presión de suministro de agua, ajustar la válvula estabilizadora de presión para mantener la presión de trabajo del agua estable en 2.5-3.0 bar, para asegurar que el flujo de agua atomizada pueda dispersar completamente el polvo. Cuarto, inspeccionar la materia prima de polímero, reemplazar el polvo húmedo y apelmazado, y almacenar el polvo restante en un ambiente seco y sellado. Quinto, restablecer los parámetros del sistema, ajustar la concentración de la solución al rango óptimo de 0.1%-0.3%, y extender el tiempo de envejecimiento a 45-60 minutos. Después de que el sistema funcione de manera estable, tomar muestras y detectar la solución hasta que no aparezcan ojos de pez.
2. Fallas en la Bomba Dosificadora y de Transferencia
Las fallas en la bomba se manifiestan principalmente en tres formas: la bomba no puede arrancar normalmente, el flujo de salida es insuficiente, y la bomba presenta ruido anormal y fugas de líquido. Cuando la bomba no arranca, suele deberse a la protección por sobrecarga del motor, fallas en el circuito o la obstrucción de la cavidad de la bomba por aglomerados de polímero. El flujo de salida insuficiente generalmente se debe a la obstrucción de tuberías, filtros colmatados o desgaste del sello mecánico que provoca reflujo de líquido. El ruido anormal y las fugas son signos típicos del envejecimiento y daño de los rodamientos y sellos internos.
Durante el mantenimiento, se debe cortar primero el suministro eléctrico para garantizar una operación segura. Primero, verificar el circuito y los parámetros del variador de frecuencia para eliminar problemas de inestabilidad de voltaje y fallas en la línea. Segundo, desmontar la cavidad del cuerpo de la bomba y el filtro de entrada, limpiar a fondo los aglomerados coloidales de polímero acumulados en el interior y eliminar todas las impurezas que obstruyan. Tercero, verificar el estado del sello mecánico y los rodamientos del cuerpo de la bomba. Si el sello está envejecido y deformado o el rodamiento está desgastado y flojo, reemplazar las piezas de desgaste a tiempo. Cuarto, después de la limpieza y el reemplazo, inyectar aceite lubricante en el cuerpo de la bomba, probar la flexibilidad de giro de la bomba y evitar atascos y fricciones. Finalmente, reiniciar el equipo, observar el flujo de salida de la bomba y el sonido de operación, y confirmar que la bomba funcione de manera estable sin fugas ni ruidos anormales.
3. Concentración Inestable de la Solución de Polímero
Una desviación de la concentración de la solución superior a ±10% es una falla oculta típica de la PPU. Esta falla no presenta síntomas intuitivos obvios en la etapa inicial, pero causará un desperdicio continuo de productos químicos poliméricos y un efecto de floculación inestable. Una concentración excesivamente alta conducirá a una dosis excesiva de polímero, aumento de la viscosidad del lodo y dificultad en el deshidratado del lodo; una concentración excesivamente baja conducirá a una capacidad de floculación insuficiente, calidad del efluente fuera de especificación y aumento de la carga operativa del sistema.
Las causas principales de la concentración inestable incluyen el desgaste del alimentador de tornillo que provoca un transporte desigual del polvo, la fluctuación frecuente de la presión del agua de entrada, la desviación de los datos de los sensores de nivel y caudal, y la desviación de parámetros del sistema de regulación de velocidad por frecuencia variable. Además, la obstrucción del filtro de la entrada de agua provocará un flujo de agua inestable, lo que también romperá la relación material-líquido y causará la desviación de la concentración.
El proceso de reparación y calibración se estandariza de la siguiente manera: Primero, limpiar el filtro de la entrada de agua para asegurar un flujo de entrada estable y sin obstrucciones. Segundo, desmontar e inspeccionar el alimentador de tornillo, reemplazar el tornillo y la carcasa desgastados, y calibrar la velocidad de alimentación para garantizar un transporte de polvo uniforme y cuantitativo. Tercero, recalibrar el sensor de nivel y el sensor de caudal para eliminar la desviación de los datos de detección, y asegurar que el sistema PLC pueda recopilar datos operativos con precisión. Cuarto, restablecer los parámetros de operación del VFD para estabilizar la velocidad de rotación del motor de alimentación y del motor de agitación. Después del ajuste, realizar múltiples pruebas de muestreo, ajustar finamente la relación material-líquido según los resultados de las pruebas y fijar los parámetros operativos óptimos para asegurar que la concentración de la solución se mantenga estable dentro del rango estándar.
4. Vibración y Ruido Anormal en el Agitador
El agitador es la parte móvil central del sistema de disolución. La operación continua a baja velocidad durante largos períodos es propensa a fallas anormales como vibraciones violentas, sacudidas y ruidos de fricción ásperos. En casos graves, se producirá la deformación de las paletas, la flexión del eje y daños en los rodamientos, lo que lleva directamente a la falla del sistema de disolución.
Después de una operación prolongada, los coloides de polímero se adherirán al eje de agitación y a las paletas formando incrustaciones, lo que causará una carga de agitación desequilibrada y generará vibración. La falta de grasa lubricante en los rodamientos causará fricción seca entre las piezas mecánicas y producirá ruido anormal. Además, el aflojamiento de la base fija del agitador y la deformación de las paletas causada por impactos también agravarán la vibración operativa.
Los pasos para la solución de problemas son los siguientes: Primero, detener el equipo y drenar el líquido del tanque, limpiar las incrustaciones de polímero en el eje de agitación y las paletas con una pistola de agua a alta presión para restaurar el equilibrio de la estructura de agitación. Segundo, desmontar el conjunto del rodamiento, limpiar el aceite lubricante viejo residual y las impurezas internas, inyectar nueva grasa lubricante de alta temperatura y reemplazar los rodamientos severamente desgastados. Tercero, verificar la fijación de la base del agitador y la deformación de las paletas, apretar los pernos flojos y enderezar o reemplazar las paletas deformadas. Cuarto, ajustar la coaxialidad del eje de agitación para asegurar que no haya desviación durante la rotación. Después del mantenimiento, arrancar el equipo para una prueba de funcionamiento en vacío y con carga para confirmar que el agitador funcione sin problemas sin vibraciones ni ruidos anormales.
5. Formación de Puente en la Tolva y Obstrucción de la Alimentación
El polímero en polvo es extremadamente higroscópico. En un ambiente de taller húmedo, el polvo almacenado en la tolva absorbe fácilmente la humedad y se apelmaza, formando una capa de polvo duro en la pared interior de la tolva, lo que lleva al fenómeno de formación de puente. En este momento, el polvo superior no puede caer normalmente y el alimentador de tornillo no puede transportar el material, lo que resulta en la interrupción del proceso de preparación del polímero.
La solución convencional es limpiar a fondo el polvo apelmazado y endurecido en la pared interior de la tolva, eliminar todas las impurezas aglomeradas residuales y mantener la tolva seca y limpia. Para equipos con fallas frecuentes de formación de puente, se puede instalar un vibrador en la pared exterior de la tolva para ayudar a la descarga, y complementar con un dispositivo de calefacción y deshumidificación para reducir la humedad del aire dentro de la tolva. Verificar regularmente el funcionamiento del alimentador de tornillo, limpiar el polvo residual en el espacio del tornillo y evitar que la acumulación y el endurecimiento prolongados del polvo provoquen atascos.
6. Fallas en el Sistema de Control PLC y en los Sensores
El sistema de control eléctrico es el cerebro de la operación automática de la PPU. El ambiente del taller con alta humedad y mucho polvo causará fácilmente humedad y acumulación de polvo en el gabinete eléctrico, lo que resulta en un contacto deficiente de los cables, fallas en los sensores y errores de alarma del PLC. Las fallas comunes incluyen una detección de nivel inexacta, falla en la función de arranque-parada automática y alarma anormal por sobrecarga del equipo.
El método de mantenimiento es abrir regularmente el gabinete eléctrico para deshumidificar y eliminar el polvo, verificar el envejecimiento y la holgura de cada conector del circuito, y reemplazar los cables dañados por envejecimiento a tiempo. Calibrar regularmente el sensor de nivel, el sensor de caudal y el sensor de presión para asegurar la precisión de los datos de monitoreo. Respaldar el programa del PLC regularmente para evitar la pérdida del programa y el desorden de parámetros causados por cortes de energía y fallas del equipo. Para los sensores defectuosos con una desviación de datos grave, reemplazarlos directamente para asegurar el funcionamiento estable del sistema de control automático.
V. Programa de Mantenimiento Preventivo Estándar para la PPU
La mayoría de las fallas de las unidades de preparación de polímeros son causadas por un mantenimiento diario inadecuado y una operación irregular. Formular e implementar estrictamente un plan de mantenimiento regular estandarizado es la forma más efectiva de reducir la tasa de fallas del equipo, prolongar su vida útil y ahorrar costos de operación y mantenimiento. La siguiente tabla resume los elementos de mantenimiento diario, semanal, mensual, trimestral y anual de la PPU, adecuada para todo tipo de equipos automáticos de preparación de polímeros.
| Ciclo de Mantenimiento | Elementos de Mantenimiento Detallados | Estándares y Requisitos de Mantenimiento |
|---|---|---|
| Mantenimiento Diario | Verificar el estado del polvo en la tolva, inspeccionar la estabilidad de la presión del agua, observar la turbidez de la solución, comprobar el sonido de funcionamiento de la bomba y el agitador, limpiar el polvo superficial del equipo | Sin puentes ni apelmazamiento de polvo, presión de agua estable en el valor estándar, sin grumos en la solución, sin ruidos anormales en las partes móviles |
| Mantenimiento Semanal | Desmontar y limpiar la boquilla de humectación y el filtro de entrada, verificar el estado de funcionamiento del tornillo de alimentación, inspeccionar la humedad del gabinete eléctrico, probar la función de alarma automática | Sin obstrucción de boquilla ni filtro, funcionamiento flexible del tornillo, gabinete eléctrico seco y limpio, respuesta sensible de la alarma |
| Mantenimiento Mensual | Calibrar sensores de flujo y nivel, inspeccionar fugas del sello mecánico de la bomba, verificar el estado de lubricación de los rodamientos del agitador, apretar todos los pernos fijos | Datos de sensores precisos, sin fugas de líquido en el cuerpo de la bomba, lubricación suficiente de rodamientos, todas las partes firmemente fijadas |
| Mantenimiento Trimestral | Limpieza completa del tanque y eliminación de incrustaciones, reemplazar elementos filtrantes y mangueras envejecidos, inspeccionar exhaustivamente el estado de envejecimiento del cableado, probar el funcionamiento del VFD a plena carga | Tanque limpio y sin incrustaciones, todas las piezas de desgaste intactas, cableado sin envejecimiento ni daños, operación de conversión de frecuencia estable |
| Mantenimiento Anual | Cambio de aceite de motor y caja de cambios, inspección general y reemplazo de rodamientos, respaldo del programa PLC y optimización de parámetros, depuración completa del rendimiento del equipo | Funcionamiento suave del motor, buena lubricación de las partes de transmisión, programa respaldado por completo, rendimiento general del equipo óptimo |
VI. Caso Práctico de Operación In Situ
Una planta de tratamiento de aguas residuales municipal con una capacidad de tratamiento diaria de 20,000 metros cúbicos está equipada con dos juegos de unidades de preparación de polímeros de tamaño mediano de 3000 L. Durante mucho tiempo después de su puesta en marcha, los equipos presentaban fallas frecuentes, como una gran cantidad de grumos (ojos de pez) en la solución, obstrucción de la bomba cada 3-5 días y una concentración de dosificación inestable. Estas fallas provocaron un mal rendimiento en el deshidratado de lodos, un aumento del consumo de polímero de aproximadamente el 15 % cada mes, y paradas frecuentes del equipo para mantenimiento, lo que afectó gravemente la operación estable del sistema de aguas residuales.
Tras una inspección in situ y la medición de datos, se confirmó que las causas raíz eran las siguientes: la presión del agua de trabajo permanente era de solo 1.2 bar, lo que no cumplía con el estándar de humectación del polvo; el tiempo de envejecimiento del sistema estaba configurado en 20 minutos, muy por debajo del tiempo de envejecimiento estándar; el personal de mantenimiento in situ carecía de conciencia profesional sobre el mantenimiento, y la boquilla de humectación y la pantalla filtrante no se limpiaban periódicamente, lo que provocaba una obstrucción parcial prolongada.
Formulamos medidas correctivas específicas: ajustar la válvula estabilizadora de presión de agua para estabilizar la presión de trabajo en 2,8 bar; reconfigurar el programa del sistema para extender el tiempo de envejecimiento a 50 minutos; establecer un sistema de mantenimiento estandarizado que incluya limpieza semanal y calibración mensual; reemplazar el filtro de entrada de agua (envejecido) y la boquilla de atomización (obstruida). Después de un mes de aplicación de las medidas correctivas y de operación estable, el problema de grumos (ojos de pez) en la solución de polímero se resolvió por completo, la tasa de fallas por obstrucción de la bomba se redujo en un 85 %, el consumo de polímero se redujo en un 12 %, y el ciclo de operación continua estable del equipo se prolongó considerablemente, logrando notables efectos de ahorro energético y reducción de consumo.
VII. Conclusión y Recomendaciones Clave de Operación
La operación estable de la unidad de preparación de polímeros es el eslabón clave para garantizar el funcionamiento eficiente y económico de todo el sistema de tratamiento de aguas residuales. La mayoría de las fallas operativas de las UPP no se deben a problemas de calidad del equipo, sino a una operación no estandarizada y a un mantenimiento preventivo inadecuado.
Mediante el análisis estadístico de los datos de fallas, los pasos estandarizados para la resolución de problemas y el programa de mantenimiento completo resumidos en esta guía, el personal de operación y mantenimiento en sitio puede diagnosticar con precisión las causas de las fallas, completar de manera eficiente el mantenimiento del equipo y evitar fallas recurrentes.
En la operación diaria real, las empresas deben adherirse al principio de "prevención ante todo, mantenimiento complementado con reparación". Mantener siempre la presión del agua, la concentración de la solución y el tiempo de envejecimiento dentro del rango técnico estándar, realizar una buena limpieza diaria y una calibración periódica de los sensores y las piezas de desgaste, y establecer archivos completos de operación y mantenimiento del equipo. La operación estandarizada y el mantenimiento refinado no solo pueden reducir eficazmente la tasa de fallas del equipo y los costos de mantenimiento, sino también maximizar la actividad de las soluciones de polímero, ahorrar consumo de productos químicos a largo plazo y generar beneficios económicos y operativos estables para los proyectos de tratamiento de agua.
Si encuentra cualquier otro problema durante el mantenimiento del mezclador estático de acero inoxidable, no dude en contactarnos.




