




Guía de Operación y Optimización de Costos Totales para Cribas de Tambor de Alimentación Externa: Programas de Mantenimiento Completos, Diagnóstico de Fallas y Tácticas Comprobadas en Planta para la R
Introducción
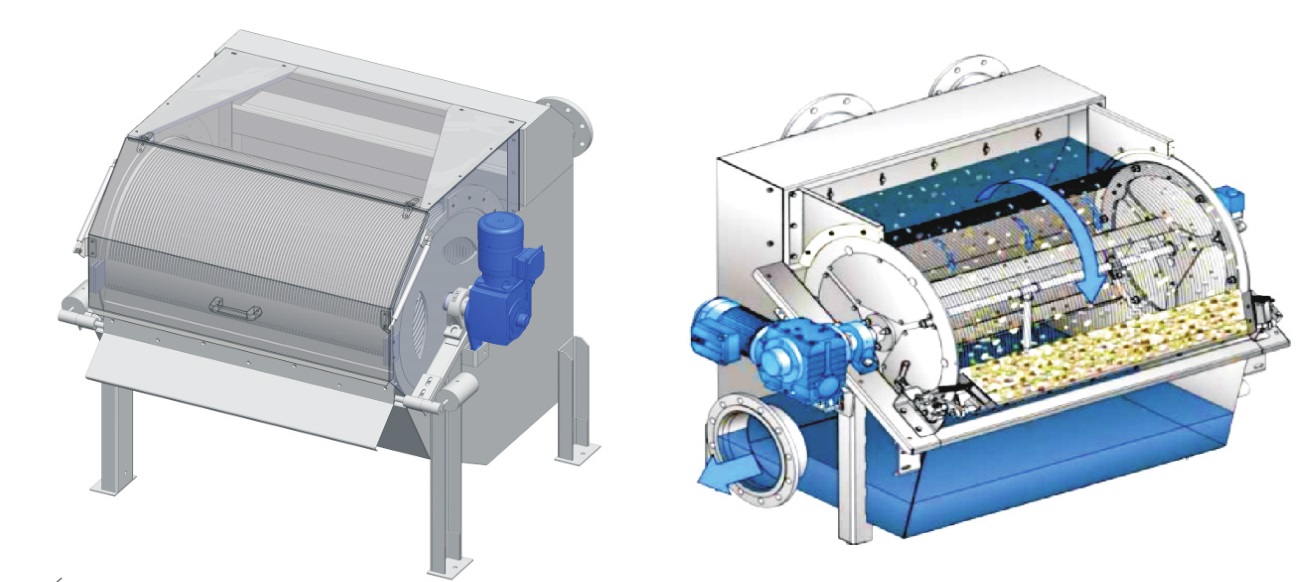
Dentro de las cabeceras de plantas de tratamiento de aguas residuales municipales, las líneas de efluentes de la industria alimentaria, las plantas de pasta y papel, y los sistemas de acuicultura de recirculación, los tamices rotatorios de alimentación externa se destacan como una solución confiable de separación fina en la etapa inicial. A diferencia de los tamices rotatorios de alimentación interna, que canalizan el agua residual cruda hacia el núcleo hueco del cilindro, este diseño de alimentación externa distribuye el efluente sin tratar de manera uniforme sobre la superficie exterior de la rejilla de cuña del tambor rotatorio. Los sólidos en suspensión, fibras, grasas, arenas y flóculos orgánicos quedan atrapados en el exterior, mientras que el filtrado clarificado permea a través de las ranuras del alambre y drena hacia el interior para su posterior procesamiento.
Los datos de campo recopilados en más de cincuenta plantas de tratamiento en todo el mundo confirman que los tamices rotatorios de alimentación externa ofrecen tasas superiores de captura de sólidos, un acceso mecánico más sencillo para la inspección y una menor degradación estructural en comparación con las alternativas de alimentación interna. A pesar de estas ventajas inherentes de diseño, innumerables operadores de plantas enfrentan costos operativos (OPEX) inflados. Los puntos críticos más comunes incluyen el cegamiento constante de la malla, la falla prematura de componentes sujetos a desgaste, el consumo excesivo de energía debido a motores de velocidad fija, el lavado continuo a alta presión que genera desperdicios, las paradas de producción no planificadas y los daños por incrustaciones secundarias en activos aguas abajo, como tanques de aireación y módulos de membrana MBR.
Muchos equipos de planta recurren a reparaciones reactivas en lugar de un mantenimiento preventivo estructurado, creando un círculo vicioso de reemplazos frecuentes de piezas, costosas llamadas de servicio de emergencia y pérdidas de capacidad que anulan las ganancias de eficiencia del diseño central del tamiz. Esta guía práctica de la industria consolida manuales técnicos de fabricantes de equipos originales (OEM), investigaciones revisadas por pares y de acceso abierto sobre tratamiento de aguas, y datos operativos verificados de instalaciones de tratamiento reales. Los lectores obtendrán flujos de trabajo de mantenimiento escalonados, diagnósticos de fallas paso a paso, mejoras cuantificables para reducir costos y estrategias de ajuste específicas para cada industria, adaptadas a los tamices rotatorios de alimentación externa. Cada táctica de optimización compartida incluye métricas de ahorro medibles y plazos de recuperación de la inversión realistas que van de 8 a 24 meses. Este recurso está dirigido a ingenieros de procesos de plantas de tratamiento de aguas residuales, supervisores de mantenimiento, especialistas en compras e integradores de equipos ambientales que buscan reducir el costo total de propiedad (TCO) mientras mantienen un cumplimiento normativo consistente y una capacidad de tamizado estable.
I. Mecanismo de funcionamiento y principales factores generadores de costes de los tamices rotativos de tambor con alimentación externa
1.1 Ciclo de filtración continua de cuatro etapas, exclusivo de las configuraciones de tambor con alimentación externa
El ciclo operativo funciona de manera continua sin necesidad de limpieza manual fuera de línea, y se divide en cuatro fases funcionales secuenciales:
a) Distribución uniforme del caudal de entrada: El agua residual bruta fluye hacia una caja de entrada con deflectores y un vertedero de rebose, distribuyéndose de manera uniforme a lo ancho de la superficie exterior del tambor para evitar una sobrecarga hidráulica localizada que pueda deformar el bastidor cilíndrico.
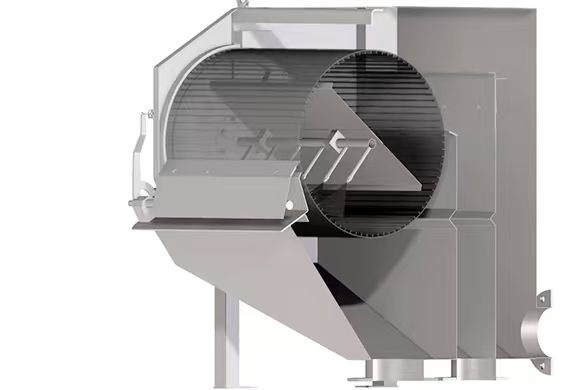
b) Intercepción de sólidos en la superficie exterior: Todos los contaminantes en suspensión se adhieren a la matriz exterior de rejilla de cuña, mientras que el filtrado limpio pasa a través de los estrechos espacios de la rejilla hacia el interior hueco del tambor, para luego salir hacia la siguiente etapa de tratamiento.
c) Deshidratación mediante raspador mecánico: La rotación del tambor eleva los sólidos acumulados hasta el arco superior del cilindro, donde una cuchilla raspadora de tensión ajustable desprende mecánicamente los lodos espesos y las fibras enmarañadas de la superficie de la criba.
d) Lavado a contracorriente interno automatizado: Un colector de rociado fijo montado en el interior del tambor libera agua a presión para arrastrar las micropartículas alojadas en las ranuras de la rejilla de cuña, mitigando el progresivo cegamiento durante cada ciclo de rotación completo.
Este flujo de trabajo optimizado elimina el raspado manual intensivo que requieren las cribas estáticas y las simples rejillas de barras. Sin embargo, componentes mecánicos desalineados, velocidades de operación no calibradas y un caudal de agua de lavado no regulado amplifican seis categorías principales de costos operativos recurrentes, que se detallan en la sección siguiente.
1.2 Seis factores cuantificables del TCO que incrementan el gasto en plantas de tratamiento de aguas residuales
Cada gasto evitable asociado a las cribas de tambor rotativas con alimentación externa tiene su origen en un mantenimiento inconsistente o en parámetros operativos inadecuados. Las instalaciones pueden desglosar los costos innecesarios en seis categorías financieras claras:
a) Gasto de energía eléctrica: Motores de frecuencia fija que funcionan a RPM máximas constantes sin importar las fluctuaciones de la carga de SST, fricción de rodamientos secos y superficies de criba parcialmente cegadas; todo esto obliga a los sistemas de transmisión a consumir energía excesiva, aumentando el consumo entre un 20 % y un 35 %.
b) Desperdicio de agua de proceso: La operación continua de rociado a presión total sin automatización vinculada a la rotación consume grandes volúmenes de agua fresca sin una modulación del caudal basada en la carga.
c) Costos de reemplazo de piezas de repuesto consumibles: Las cuchillas raspadoras, los sellos de borde de goma, las boquillas de rociado y los conjuntos de tambor de rejilla de cuña se desgastan prematuramente debido a una presión de raspador mal calibrada, una química corrosiva del efluente y ciclos de desincrustación poco frecuentes.
d) Costos de mano de obra para mantenimiento: El desatasco manual diario, las inspecciones aleatorias repetidas y las reparaciones de emergencia requieren turnos constantes de operarios dedicados.
e) Pérdidas de producción por paradas no planificadas: Los eventos de parada súbita causados por rotura de la rejilla de cuña, rodamientos trabados o cegamiento total de la criba detienen toda la línea de tratamiento de aguas residuales, con el consiguiente riesgo de sanciones por incumplimiento de los límites de vertido, además de la pérdida de productividad de la planta.
f) Sobrecostos de mantenimiento de activos secundarios aguas abajo: Una eficiencia de cribado deficiente permite que sólidos orgánicos finos lleguen a los tanques de aireación y a los biorreactores de membrana, lo que aumenta el consumo de energía de aireación, las dosis de coagulantes químicos y la frecuencia de los costosos ciclos de limpieza química del MBR.
II. Programa de mantenimiento preventivo estandarizado por niveles para prolongar la vida útil del equipo
El mantenimiento cíclico estructurado reduce directamente el consumo de piezas de repuesto y las paradas no planificadas entre un 40 % y un 60 % en todos los entornos operativos. Este marco separa las tareas de mantenimiento en cuatro ritmos diferenciados: inspecciones rápidas diarias, ajustes mecánicos semanales, servicio mediano trimestral y revisión general anual completa. El cumplimiento de cada nivel elimina la mayor parte del desgaste evitable en los conjuntos de criba de tambor rotativa con alimentación externa.
2.1 Lista de verificación diaria de inspección de 10 minutos antes del turno y durante el turno (Costo laboral adicional cero)
Las inspecciones se realizan antes de la puesta en marcha del equipo y una vez cada cuatro horas de operación durante las producciones continuas:
a) Exploración visual completa del exterior del tambor para detectar grietas en la malla de cuña, acumulación excesiva de fibras o acumulación desigual de sólidos; abordar inmediatamente la obstrucción que supere el 10 % del área superficial con ciclos de retrolavado extendidos.
b) Verificación del contacto de la cuchilla raspadora para confirmar un contacto superficial completo y uniforme; una tensión floja del resorte deja sólidos residuales atrapados en las ranuras de la malla y acelera la obstrucción progresiva.
c) Registro del registro de corriente del motor; los picos erráticos de corriente indican desgaste de los cojinetes de soporte, desplazamiento axial del tambor o volúmenes de flujo de entrada sobrecargados.
d) Verificación puntual del estado de las boquillas de rociado para identificar salidas bloqueadas que perjudican el rendimiento de la limpieza automática.
e) Observación de fugas en los sellos de los bordes en la salida de descarga del filtrado; la presencia visible de sólidos arrastrados indica sellos laterales de goma degradados que requieren reemplazo durante las ventanas de servicio trimestrales.
2.2 Tareas semanales programadas de ajuste preventivo de 30 minutos
Cada semana, los equipos de mantenimiento completan pasos menores de calibración y lubricación para detener la degradación de los componentes antes de que se desarrolle un daño permanente:
a) Reposición de grasa en los cojinetes de soporte (pillow block) utilizando grasa de litio de alta temperatura en los engrasadores designados; la lubricación insuficiente es la causa de aproximadamente el 70 % de las fallas de emergencia del motor reductor reportadas por plantas de tratamiento de aguas residuales a nivel mundial.
b) Recalibración de la tensión del resorte de la cuchilla raspadora: una presión de contacto excesivamente ajustada reduce la vida útil de la cuchilla de 12 meses a solo 3 o 4 meses, mientras que una tensión demasiado floja no logra desprender completamente el lodo acumulado.
c) Desincrustación de la tubería del colector de rociado con una solución diluida de ácido cítrico para disolver la acumulación de incrustaciones minerales, un paso crítico para instalaciones que utilizan agua subterránea dura para el retrolavado.
d) Eliminación de sedimentos y escumación flotante en la caja de entrada para preservar una distribución uniforme del agua en todo el ancho del tambor y evitar la deformación unilateral del bastidor debido a una carga hidráulica desigual.
2.3 Procedimientos de mantenimiento medio trimestrales de medio día
Cada tres meses, los equipos realizan una evaluación más profunda de los componentes y reparaciones menores de piezas para evitar fallas catastróficas a mitad del ciclo:
a) Evaluación integral de la superficie del tambor de malla de cuña para localizar microfisuras, picaduras por corrosión y enrollado suelto de la malla; soldar secciones pequeñas dañadas o intercambiar paneles de malla segmentados antes de que se produzca la perforación completa.
b) Medición del desgaste de los rodillos de soporte: El desgaste desigual de los rodillos provoca un desplazamiento lateral del tambor, generando degradación unilateral de los sellos y daños localizados por fricción en la malla; rectificar los rodillos excéntricos o instalar reemplazos de forma proactiva.
c) Calibración de los transmisores de nivel de líquido, sensores de velocidad de rotación e interruptores de flujo alto/bajo en el panel de control PLC para eliminar la lógica de activación de retrolavado automático defectuosa.
d) Mantenimiento del transportador de tornillo de descarga de deshidratación para eliminar la acumulación de fibras enrolladas en el eje de la espiral y reducir la carga de par innecesaria en los motores de accionamiento secundarios.
2.4 Revisión general anual – Hito de reducción del TCO (Costo Total de Propiedad)
Una vez al año, un desmontaje completo y la renovación de componentes ofrecen el mayor ahorro de costos a largo plazo al abordar el desgaste acumulado en una ventana de servicio coordinada:
a) Reemplazo por lotes de todos los componentes consumibles vencidos, incluidas las cuchillas raspadoras, los sellos de goma de los bordes envejecidos y las boquillas de rociado con graves incrustaciones; el reemplazo por lotes único reduce los gastos de envío separados y los costos de mano de obra extra por horas extras para los cambios de piezas individuales.
b) Prueba de equilibrio dinámico del conjunto del tambor giratorio; años de carga de afluente desigual crean una rotación desequilibrada que genera vibraciones dañinas, afloja los sujetadores estructurales y acelera la fatiga de los cojinetes.
c) Drenaje completo y relleno del lubricante de la caja de engranajes con aceite industrial anticorrosión, con formulaciones de grado alimenticio seleccionadas para plantas de procesamiento de aguas residuales de mataderos y lácteos.
d) Retoque de pasivación en puntos de óxido del bastidor de acero inoxidable para detener la corrosión estructural en entornos de alta humedad con concentraciones elevadas de FOG (grasas, aceites y grasas animales) y cloruros.
Tabla 1: Ciclo de vida de las piezas de desgaste estándar y modificaciones de optimización de costos
| Componente de Desgaste | Ciclo de Reemplazo Base (Tambor 304SS, Agua Residual Municipal) | Modificación de Bajo Costo para Extender Vida Útil | Reducción Proyectada de Costo de Consumibles |
|---|---|---|---|
| Cuchilla Raspadora de Aleación Monel | 6–12 meses | Instalar tiras amortiguadoras de poliuretano en la superficie de contacto de la cuchilla, calibración semanal de tensión | 45–50% de reducción en gasto anual de cuchillas |
| Sello de Borde de Caucho EPDM | 8–14 meses | Cambiar a EPDM resistente a químicos para líneas de aguas residuales aceitosas/FOD | 32% menos reemplazos de emergencia de sellos a mitad de trimestre |
| Boquilla de Pulverización de Acero Inoxidable | 10–18 meses | Instalar filtro de sedimentos en línea de 50μm en la tubería de suministro de retrolavado | 38% de reducción en frecuencia de reemplazo de boquillas |
| Tambor Rotatorio de Alambre de Cuña | 4–8 años | Lavado de pasivación con ácido suave trimestral para limitar la corrosión por picaduras | Extender vida útil del tambor en más de 2 años |
| Rodamiento de Soporte de Bloque de Cojín | 2–3 años | Rutina estricta semanal de inyección de grasa para alta temperatura | Duplicar intervalo de servicio del rodamiento a 4–6 años |
III. Tabla de referencia de parámetros técnicos del equipo principal
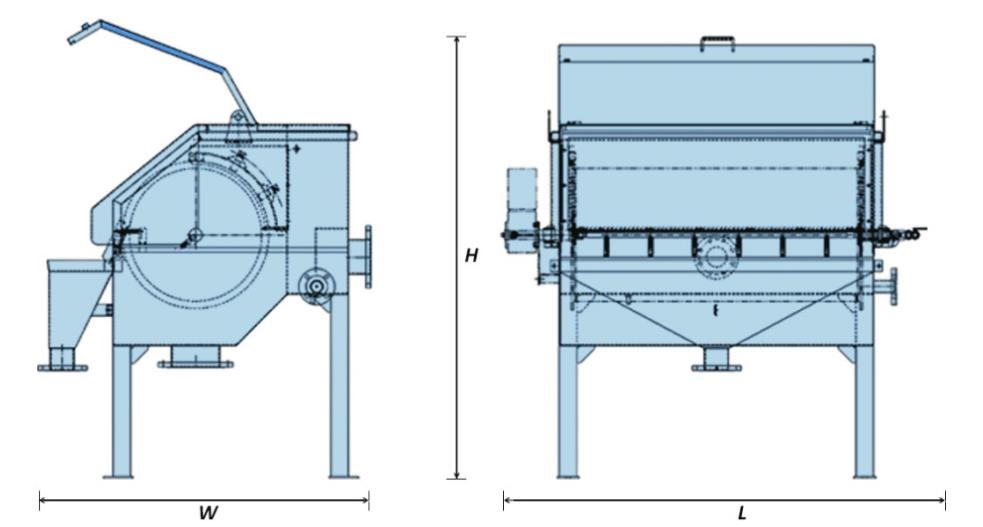
Tabla 2: Especificaciones técnicas estándar para criba de tambor de alimentación rotativa externa de tamaño medio (Modelo ES-2000, construcción en acero inoxidable 304)
| Categoría de Especificación | Valor del Parámetro | Nota Operativa Práctica para Optimización de Costos |
|---|---|---|
| Ancho Efectivo del Tambor | 2000 mm | Igualar el ancho del vertedero de entrada 1:1 para evitar sobrecarga localizada |
| Abertura de Ranura de Alambre de Cuña | 0.5 / 1.0 / 1.5 mm | Aberturas más pequeñas aumentan la captura pero elevan el riesgo de cegamiento; seleccionar 1.0mm para equilibrio en aguas residuales municipales |
| Rango de RPM de Rotación Estándar del Tambor | 3–12 RPM | Operar a 4–6 RPM para aguas residuales domésticas; 7–10 RPM para residuos de alimentos; 10–12 RPM para aguas residuales de fibra de pulpa |
| Potencia del Motor de Accionamiento Principal | 2.2 kW Frecuencia Fija (Compatible con Retrofit VFD) | La actualización VFD reduce el consumo de energía en vacío hasta un 38% durante períodos de bajo TSS |
| Presión de Operación de Retrolavado | 2.0–3.5 bar | Limitar la presión continua a 2.0 bar; usar 3.5 bar solo para ciclos periódicos de desincrustación profunda |
| Capacidad de Tratamiento Diaria de Diseño | 8,000–12,000 m³/d | Instalar deflectores de flujo para limitar el flujo instantáneo máximo y evitar la deformación del tambor |
| Material de Construcción Estándar | Acero Inoxidable 304 (316L Opcional) | Actualizar a 316L para aguas residuales químicas ricas en cloruros para reducir costos de reparación por corrosión |
| Tamaño del Tornillo de Descarga Integrado | 160 mm de Diámetro | Limpiar la acumulación de fibras semanalmente para evitar sobrecarga secundaria del motor |
| Tolerancia de Temperatura de Operación | 0°C – 60°C | Limpieza CIP periódica con agua caliente permitida hasta 70°C para efluentes con alto contenido de FOG |
IV. Diagnóstico de Fallas Operativas Comunes y Soluciones Correctivas de Bajo Costo
La mayoría de las fallas recurrentes en los tamices de tambor con alimentación rotativa externa provienen de un mantenimiento descuidado o de parámetros de operación inadecuados, y no de defectos fundamentales de diseño. Esta sección desglosa cuatro modos de falla de alta frecuencia, sus causas raíz y acciones correctivas económicas que evitan el reemplazo completo del equipo o reparaciones mecánicas extensivas.
4.1 Falla 1 – Cegamiento severo de la malla, reducción del caudal tratado y aumento de la corriente del motor
Las causas raíz principales incluyen una tensión mal calibrada de la cuchilla raspadora, boquillas de lavado a contracorriente total o parcialmente obstruidas, exceso de carga de grasas, aceites, almidón o proteínas sin ciclos de limpieza complementarios con agua caliente, y velocidades de rotación del tambor excesivamente lentas que prolongan el tiempo de residencia de los sólidos sobre la matriz de alambre exterior. Pasos de resolución rentables:
a) Realizar una recalibración semanal completa de la tensión del resorte del conjunto de la cuchilla raspadora para garantizar el desprendimiento total de los lodos.
b) Agregar filtros de sedimentos finos en línea al agua de suministro del lavado a contracorriente para eliminar a largo plazo las obstrucciones de las boquillas por incrustaciones minerales.
c) Programar ciclos de limpieza CIP con agua caliente para instalaciones de procesamiento de alimentos que manejan aguas residuales de lácteos, mataderos o lavado de frutas con alto potencial de ensuciamiento orgánico.
d) Sustituir las unidades de accionamiento de velocidad fija por variadores de frecuencia (VFD) para ajustar dinámicamente las RPM según las lecturas en tiempo real de la concentración de sólidos suspendidos totales (SST) en el influente.
4.2 Falla 2 – Exceso de arrastre de sólidos finos en el filtrado clarificado
El paso de sólidos hacia las líneas de procesamiento posteriores se origina por tiras de sellado de caucho rotas, fisuras en la matriz de alambre de cuña, o un flujo de agua de entrada desigual que crea canales de derivación hidráulica a través de la superficie del tambor.
Tácticas de mitigación prácticas:
a) Reemplazar por lotes todos los sellos de borde envejecidos durante los mantenimientos programados trimestralmente para eliminar fallas por fugas a mitad del ciclo.
b) Realizar reparaciones inmediatas con soldadura de acero inoxidable en grietas menores del alambre para detener la expansión progresiva de las perforaciones.
c) Modificar el vertedero de entrada con deflectores segmentados para lograr una distribución uniforme del efluente en todo el ancho y eliminar los atajos de flujo alrededor de los bordes del tambor.
4.3 Falla 3 – Vibración anormal y sobrecalentamiento de los rodamientos de soporte
La vibración perjudicial y el sobrecalentamiento de los rodamientos se desarrollan por conjuntos de tambor desbalanceados rotacionalmente, rodillos de soporte desgastados de manera desigual, contacto en seco de los rodamientos con lubricación de grasa insuficiente, y sobrecarga hidráulica máxima no regulada en el influente.
Soluciones de bajo costo:
a) Realizar pruebas de balanceo dinámico del tambor durante los ciclos de revisión anual para corregir la distribución de peso desigual a largo plazo debida a la acumulación parcial de sólidos.
b) Medir el espesor de desgaste de los rodillos durante el servicio trimestral y reemplazar los rodillos excéntricos antes de que se desarrolle una deriva axial del tambor.
c) Exigir la recarga semanal obligatoria de grasa en los rodamientos para eliminar la fricción seca metal contra metal.
d) Instalar deflectores de control de flujo en la entrada para limitar los picos de caudal instantáneo que sobrecargan el cilindro de cribado rotatorio.
4.4 Falla 4 – Consumo excesivo diario de agua de lavado a contracorriente
La operación continua de rociado a presión máxima, independiente de los ciclos de rotación del tambor, genera un desperdicio masivo e innecesario de agua de proceso.
Mejoras de automatización para la reducción de agua:
a) Vincular la activación del múltiple de lavado a contracorriente con el sensor de posición de rotación del tambor; activar el rociado de alta presión únicamente durante el arco de raspado superior, reduciendo el consumo total de agua en un 40–55 %.
b) Recircular internamente el efluente filtrado del tambor para abastecer el sistema de lavado a contracorriente, eliminando la dependencia del agua municipal fresca comprada.
c) Implementar una lógica de presión escalonada: enjuague continuo de baja presión combinado con ciclos programados de desincrustación profunda a alta presión, en lugar de rociado permanente a presión máxima.
Tabla 3: Severidad de la falla vs. Pérdida financiera estimada sin remediación oportuna
| Condición de Falla | Pérdida Financiera Evitable Semanal Estimada (Planta Municipal de 10,000 m³/d) | Plazo de Recuperación de la Remedición |
|---|---|---|
| Cegamiento Leve de la Pantalla (10–20% de Superficie) | $320 – $680 (energía de aireación extra + menor) | 1–3 semanas después del ajuste de VFD/tensión |
| Cegamiento Severo (>40% de Cobertura de Superficie) | $1,200 – $2,100 (pérdida de rendimiento + cuchilla/boquilla de emergencia) | 2–4 meses después de la modernización de automatización completa |
| Sobrecalentamiento de Rodamientos y Vibración | $750 – $1,500 (exceso de energía + riesgo de quemado completo del motor) | 1 semana después de la aplicación del programa de engrase semanal |
| Desperdicio de Agua de Retrolavado No Controlado | $410 – $920 (cargos mensuales de servicio de agua municipal) | 1 mes después de la instalación del enclavamiento de pulverización vinculado a rotación |
| Arrastre de Sólidos en el Filtrado que Daña las Membranas MBR | $2,800 – $4,300 (limpieza química y gastos de reemplazo de membranas) | 3–6 meses después del trabajo de modificación de sellos/vertedero |
V. Estrategias de reducción de costos basadas en datos verificados por la planta
Cada método de optimización compartido en este capítulo viene acompañado de datos reales de rendimiento de la planta y plazos de recuperación claros, lo que constituye la propuesta de valor financiero central para los gerentes de planta que buscan reducciones medibles en los gastos operativos (OPEX).
5.1 Tácticas para la Reducción del Consumo Energético (Ahorro del 25–38 % en Costes Anuales de Electricidad)
a) Modernización con Variadores de Frecuencia (VFD). Los motores convencionales de velocidad fija operan a revoluciones constantes máximas independientemente de las fluctuaciones en la carga de sólidos entrante, desperdiciando electricidad significativa durante períodos de flujo con baja concentración. La instalación de un sistema VFD permite a los operadores ajustar la velocidad de rotación del tambor de forma dinámica entre 3 y 12 RPM, basándose en el monitoreo continuo de sólidos suspendidos totales (TSS). Una planta municipal de tamaño medio que opera dos cribas de tambor de alimentación rotativa externa de 2,2 kW registró una reducción diaria de 142 kWh tras la modernización, recuperando la inversión total en hardware e instalación en solo 11 meses de operación.
b) Calibración de RPM basada en las condiciones de trabajo. Como se detalló anteriormente en la tabla de especificaciones técnicas, ajustar la velocidad de rotación a la composición del agua residual previene tanto el desperdicio de energía como la aceleración del ensuciamiento de la criba. Las aguas residuales municipales domésticas operan de manera eficiente a 4–6 RPM; las líneas de procesamiento de alimentos con almidón y grasas, aceites y grasas (FOG) requieren 7–10 RPM; y las aguas residuales de plantas de pasta de papel con fibras de celulosa pesadas demandan una rotación constante de 10–12 RPM. El exceso de velocidad aumenta el consumo de par del motor, mientras que la velocidad insuficiente provoca un cegamiento severo que traslada una carga orgánica adicional a los equipos de aireación posteriores.
c) Reducción indirecta de la carga de aireación (ahorro energético secundario importante). Las cribas de tambor de alimentación rotativa externa capturan entre el 50 y 60 % de la carga de DQO entrante, superando ampliamente a los tradicionales desbastes gruesos y rejillas estáticas de cuña. Para una planta depuradora de aguas residuales municipales de 10 000 m³/día, la criba fina consistente en la cabecera reduce el consumo diario de energía de aireación entre 1250 y 1750 kWh, generando ahorros anuales de electricidad que superan los 40 000 USD. Los sólidos orgánicos separados y desviados a digestores anaerobios también aumentan la generación de biogás, permitiendo la producción de energía in situ que compensa aún más la factura eléctrica de la instalación.
5.2 Optimización del Consumo de Agua de Lavado de Proceso (Reducción del 40–60 % en el Gasto de Agua)
Tres ajustes sencillos en el sistema reducen drásticamente la demanda de agua dulce para la autolimpieza de la criba:
a) Automatización de pulverización intermitente activada por posición de rotación, eliminando el flujo de agua continuo e innecesario durante todo el ciclo.
b) Modificaciones en la tubería de recirculación del filtrado para alimentar el efluente clarificado del interior del tambor a la línea de suministro del colector de lavado.
c) Lógica de control de presión de dos etapas que combina un enjuague constante de bajo caudal y ciclos programados de desincrustación a alta presión, en lugar de la pulverización a presión máxima permanente.
5.3 Extensión de la Vida Útil de las Piezas de Desgaste (Reducción del 30–50 % en el Presupuesto Anual de Repuestos)
Mejoras menores y específicas reducen la frecuencia de reemplazo prematuro de componentes en todos los conjuntos de alto desgaste:
a) Tratamientos trimestrales de pasivación con ácido nítrico en las superficies de tambor de acero inoxidable 304; las instalaciones que procesan aguas residuales químicas con cloruros pueden actualizar a alambre de cuña 316L para eliminar los daños por corrosión por picaduras.
b) Bandas de desgaste amortiguadoras de poliuretano adheridas a las superficies de contacto de la cuchilla raspadora para minimizar la abrasión por fricción directa metal-contra-alambre-de-cuña.
c) Sensores IoT de bajo coste para monitoreo de vibraciones y corriente instalados en los conjuntos de transmisión para predecir la degradación de rodamientos y rodillos con 2 o 3 meses de antelación a la falla total del componente, evitando daños en cascada a los costosos conjuntos del bastidor del tambor.
5.4 Eliminación de Mano de Obra Excesiva y Gastos por Tiempos de Inactividad no Planificados
a) Integración de mantenimiento predictivo con IoT de bajo coste. Sensores asequibles de corriente, vibración y nivel de líquido conectados al hardware de control PLC existente envían notificaciones push móviles cuando se superan los umbrales de alerta temprana de fallos. Este cambio de mantenimiento, de reparaciones correctivas de emergencia costosas a inspecciones predictivas programadas, eliminó el 80 % de las paradas de producción no planificadas y redujo las horas de trabajo del operador de la línea de cribado dedicada en un 65 % durante un año en una planta de procesamiento de lácteos de tamaño medio.
b) Ventajas del diseño de equipos modulares y encapsulados. Las cribas de tambor de alimentación rotativa externa modernas y completamente encapsuladas integran tornillos sinfín deshidratadores autónomos, lógica de pulverización automatizada y protección hidráulica contra desbordes. La construcción modular segmentada permite la extracción y reemplazo de una sola pieza dañada sin necesidad de detener toda la unidad, acortando drásticamente las ventanas de interrupción de la producción durante los trabajos de mantenimiento programados.
VI. Hojas de Ruta Personalizadas de Operación y Control de Costes según la Industria
6.1 Cabecera de Planta de Aguas Residuales Municipales
Los principales puntos críticos operativos incluyen plásticos y arenilla mezclados, acumulación de fibras textiles y grandes fluctuaciones estacionales en el caudal de entrada. Las prioridades principales de reducción de costes son: ajuste de velocidad de variadores de frecuencia (VFD), reemplazos trimestrales de consumibles por lotes y desviación de sólidos orgánicos capturados a digestores anaeróbicos para recuperación de energía en forma de biogás.
6.2 Procesamiento de Alimentos y Bebidas (Lácteos, Sacrificio, Lavado de Frutas)
Las cargas persistentes y elevadas de grasas, aceites y grasas (FOG), proteínas y almidón provocan un cegamiento rápido de las mallas. Acciones de optimización principales: ciclos de limpieza CIP programados con agua caliente, sellos de borde de EPDM resistentes a productos químicos y reutilización del filtrado para agua de retrolavado, con el fin de reducir el consumo de agua municipal.
6.3 Efluente de Fabricación de Papel y Pulpa
El enmarañamiento masivo de fibras de celulosa en las superficies de los tambores y en los ejes de los sinfines de accionamiento provoca sobrecargas mecánicas constantes. Parámetros de ajuste recomendados: velocidad de rotación base elevada, conjuntos de cuchillas raspadoras reforzadas de servicio pesado y eliminación manual semanal de fibras en los ejes durante las ventanas de mantenimiento rutinario.
6.4 Tratamiento de Agua en Acuicultura de Recirculación
Las microalgas y los residuos de alimento no consumido generan un cegamiento microprogresivo y sutil en condiciones de bajos sólidos suspendidos totales (TSS). Ajustes para ahorro de costes: rotación estable a baja velocidad constante, enjuague continuo a baja presión y malla de cuña recubierta de poliuretano ligero para reducir el consumo de potencia del motor de accionamiento de referencia.
VII. Conclusión: Hoja de Ruta de Optimización del TCO a Largo Plazo en Tres Etapas
Los tamices de tambor rotatorio con alimentación externa ofrecen un rendimiento de separación fina insuperable en cabecera de planta, con una huella de equipo compacta; sin embargo, la mayoría de las instalaciones de tratamiento no logran aprovechar todo su potencial de reducción de costes debido a prácticas de mantenimiento fragmentadas y reactivas.
Los flujos de trabajo de mantenimiento por niveles, el diagnóstico sistemático de fallos, las mejoras de ahorro energético y de agua, y el ajuste de parámetros adaptado a cada sector presentados en esta guía conforman un marco de optimización del coste total de propiedad (TCO) en bucle cerrado que abarca la operación rutinaria diaria, el servicio preventivo programado, las mejoras de equipos de capital y la calibración operativa específica por sector.





