

Máquina deshidratadora de lodos de tornillo – Principio, parámetros, comparación de casos y optimización operativa
I. Guía Industrial Completa: Deshidratación Profunda de Lodos con Bajo Riesgo de Obstrucción y RentabilidadLa gestión de lodos sigue siendo una de las cargas económicas más importantes para plantas de tratamiento de aguas residuales municipales, fábricas de procesamiento de alimentos, instalaciones textiles y explotaciones ganaderas a nivel mundial. Las soluciones de deshidratación tradicionales, como las prensas de cinta filtrante, prensas de placas y marcos y decantadores centrífugos, presentan defectos operativos evidentes: obstrucciones frecuentes de telas filtrantes, alto consumo energético, mantenimiento diario complejo o gran espacio de instalación que incrementa las inversiones en obra civil.
En la última década, lasdeshidratadoras de lodos de tornillo, especialmente los modelos de tornillo de discos apilados, han sustituido rápidamente a los equipos antiguos en estaciones de depuración descentralizadas de tamaño mediano y pequeño, y en líneas de aguas residuales industriales a gran escala. Diversas pruebas de campo e investigaciones académicas publicadas en revistas de ingeniería ambiental confirman que las prensas de tornillo bien configuradas reducen el consumo de polímeros entre un 12 % y un 25 %, disminuyen las horas de mantenimiento diario en más de un 70 % y mantienen un contenido de sólidos totales (ST) de la torta de lodo entre el 17 % y el 21 % durante el funcionamiento continuo 24 horas.
Muchos responsables de compras y contratistas de ingeniería de aguas residuales tienen dificultades para obtener materiales de referencia fiables y basados en datos para seleccionar el equipo adecuado. La mayor parte del contenido en internet solo ofrece presentaciones superficiales de productos, sin datos de operación reales, tablas de parámetros ni comparativas de rendimiento entre equipos. Esta guía completa recopila datos experimentales de artículos de investigación ambientales, tesis de diseño mecánico y casos prácticos de plantas municipales. Se detallan los principios de funcionamiento básicos, especificaciones técnicas estándar, comparativa de costos y rendimiento entre equipos, casos de aplicación industrial reales y estrategias prácticas de ajuste de parámetros para maximizar la producción de deshidratación. Es una referencia útil para proyectos de depuración modular, sistemas de clarificación municipales a gran escala o líneas de separación de estiércol agrícola.
II. ¿Cómo funciona la deshidratadora de lodos de tornillo para lograr la deshidratación continua?
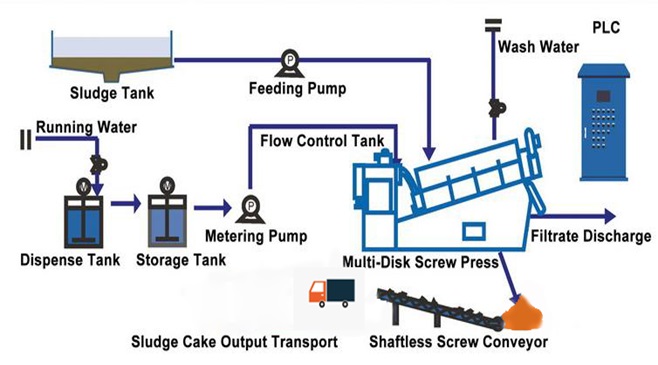
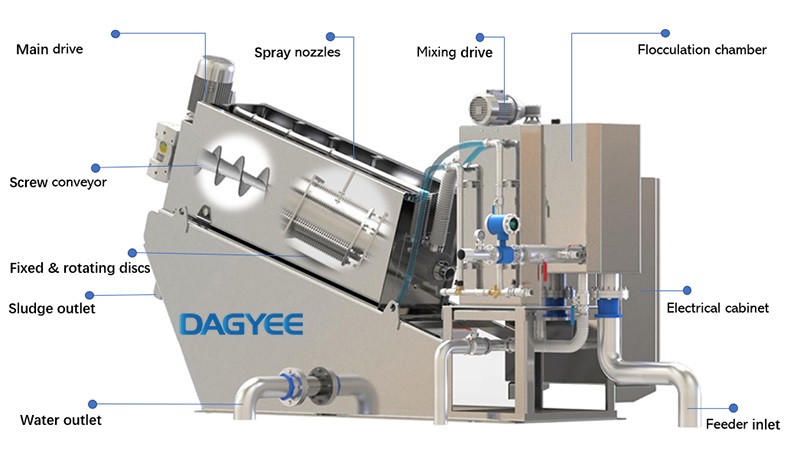
La deshidratadora de lodos de discos apilados estándar realiza la separación sólido-líquido sin riesgos de obstrucción del medio filtrante gracias a cuatro conjuntos principales: eje de tornillo de paso variable, grupos de anillos dinámicos y estáticos apilados, conjunto de placa de contrapresión regulable y depósito integrado de mezcla para floculación con polímeros. A diferencia de las prensas de cinta filtrante que dependen de telas tejidas, los huecos entre anillos apilados sustituyen a las telas tradicionales, eliminando las obstrucciones por partículas finas de lodo orgánico como lodos activados o sólidos suspendidos de residuos alimentarios.
El eje del tornillo cuenta con un diseño de paso gradualmente reducido desde la zona de alimentación hasta la salida de compresión. A medida que el lodo floculado avanza con la rotación del tornillo, el volumen interno disponible disminuye progresivamente, generando una presión de extrusión gradual que expulsa el agua libre de los flósculos. El filtrado líquido circula por los pequeños huecos entre los anillos superpuestos, mientras que los agregados sólidos de lodo son retenidos y empujados hacia la boca de descarga de la torta. La placa de contrapresión instalada en la salida controla la resistencia a la compresión interna; su ajuste modifica directamente la sequedad final de la torta de lodo, uno de los parámetros clave de regulación.
(1) Flujo de funcionamiento de deshidratación paso a paso
Etapa de mezcla y floculación: La solución diluida de polímero se mezcla uniformemente con el lodo entrante en la cámara de premezcla. Una floculación adecuada transforma las pequeñas partículas dispersas de lodo en grandes agregados permeables al agua. Según datos de investigaciones de 2024, una floculación insuficiente eleva la turbidez del filtrado y reduce la eficiencia de deshidratación en un 30 %.
Zona de espesamiento por gravedad: El lodo floculado entra en la parte frontal de la cámara del tornillo. La gravedad elimina gran parte del agua libre antes de la compresión mecánica, reduciendo la carga de la zona de compresión posterior.
Zona de deshidratación por compresión del tornillo: La reducción del paso del tornillo genera fuerza de extrusión incremental. El filtrado drena continuamente por los huecos de los anillos apilados durante la rotación del tornillo.
Zona de descarga de torta de lodo por extrusión: La contrapresión regulable crea la presión interna deseada, expulsando el agua ligada residual de los flósculos para formar una torta de lodo sólida y seca, lista para su posterior transporte, incineración o aplicación en suelos.
(2) Ventajas principales frente a los equipos de deshidratación tradicionales
Análisis de campos de flujo CFD demuestran la gran resistencia a la obstrucción de las estructuras de tornillo apilado. Los decantadores centrífugos generan fuerzas de cizallamiento elevadas que rompen los frágiles flósculos de lodo, aumentando el consumo de productos químicos. Las prensas de placas y marcos requieren lavados frecuentes de telas y funcionamiento por lotes, sin posibilidad de operación desatendida las 24 horas. Las deshidratadoras de tornillo funcionan a baja velocidad de rotación (10–35 rpm), dañan mínimamente los flósculos y permiten una operación automática completamente desatendida con autolimpieza sencilla del flujo de filtrado.
(3) Tabla de Parámetros Técnicos Estándar de Modelos Comerciales
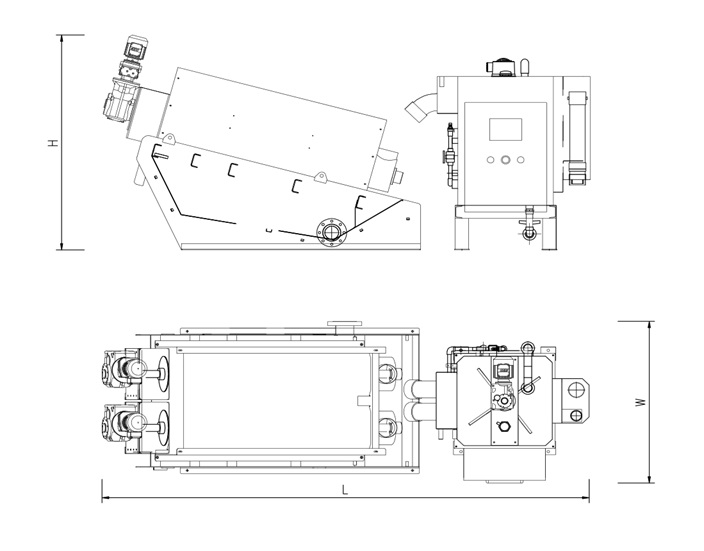
| Modelo | Capacidad DS (kg/h) Mín. | Capacidad DS (kg/h) Máx. | Diámetro Espiral (mm) | Distancia Descarga (mm) | Tamaño L (mm) | Tamaño W (mm) | Tamaño H (mm) | Peso Neto (kg) | Peso Operativo (kg) | Potencia (kW) | Agua Lavado (L/h) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| DL202 | 18 | 30 | 200 * 2 | 350 | 2500 | 935 | 1270 | 470 | 730 | 1.11 | 64 |
| DL301 | 30 | 50 | 310 * 1 | 495 | 3255 | 985 | 1600 | 850 | 1320 | 0.74 | 40 |
| DL302 | 60 | 100 | 310 * 2 | 495 | 3455 | 1295 | 1600 | 1200 | 2230 | 1.11 | 80 |
| DL303 | 90 | 150 | 310 * 3 | 495 | 3605 | 1690 | 1600 | 1520 | 3080 | 1.86 | 120 |
| DL352 | 120 | 200 | 350 * 2 | 580 | 4240 | 1550 | 2190 | 1950 | 3400 | 3.75 | 144 |
| DL353 | 180 | 300 | 350 * 3 | 580 | 4460 | 2100 | 2190 | 2600 | 4850 | 6 | 216 |
| DL402 | 120 | 200 | 410 * 2 | 585 | 4140 | 1550 | 2250 | 2450 | 3400 | 3.75 | 144 |
| DL403 | 180 | 300 | 410 * 3 | 585 | 4420 | 2100 | 2250 | 3350 | 4850 | 6 | 216 |
Notas extraídas de informes de pruebas en plantas municipales:
Los valores de dosificación de polímero se calculan para lodos activados de contenido orgánico medio; el lodo de estiércol ganadero requiere entre un 15 % y un 30 % más de polímero.
Cuando el ST del lodo de entrada es inferior al 0,8 %, se recomienda encarecidamente instalar un sistema de espesamiento por gravedad previo para estabilizar la producción de deshidratación.El contenido máximo de sólidos de la torta depende del ajuste coordinado de la velocidad del tornillo y la contrapresión de salida; no se alcanza la sequedad óptima modificando un solo parámetro.
(4) Comparativa de Rendimiento y Costos Operativos entre Equipos
| Índice de Evaluación | Prensa de Tornillo Apilado | Centrífuga Decantadora | Filtro Prensa de Banda | Filtro Prensa de Placas y Marcos |
|---|---|---|---|---|
| Modo de operación continua | 24h automático sin supervisión | 24h automático, alto ruido | Semicontinuo, lavado regular de tela | Solo operación por ciclos por lotes |
| Riesgo de obstrucción | Extremadamente bajo (auto-limpieza de anillos apilados) | Medio (daño por cizallamiento del flóculo de lodo) | Alto (obstrucción de poros de la tela filtrante) | Muy alto (acumulación de residuos en la tela filtrante) |
| Tiempo promedio diario de mantenimiento | 0.3–0.8 horas | 1.5–2.2 horas | 2.5–4 horas | 4–6 horas |
| Consumo energético por m³ de lodo (kWh) | 0.6–1.1 | 2.2–3.5 | 1.3–1.9 | 1.0–1.5 |
| Índice relativo de consumo de polímero | Referencia (100%) | +22% mayor | +16% mayor | +8% mayor |
| Espacio de instalación requerido | Mínimo, diseño compacto | Medio, necesita cimentación pesada | Plataforma de soporte grande | Cimentación civil extragrande |
| Costo de inversión inicial del equipo | Medio-bajo | Alto | Medio-alto | Medio |
| Tipo de lodo adecuado | Lodo activado, estiércol, lodo de alimentos, lodo de impresión y teñido | Lodo inorgánico de alta densidad | Lodo municipal de concentración media | Lodo industrial duro y de baja materia orgánica |
| Costo anual a largo plazo de operación | Más bajo (bajo costo de químicos y mano de obra) | Más alto (energía + piezas de desgaste) | Medio-alto (ciclo de reemplazo de tela 3–8 meses) | Medio (alto gasto en mano de obra) |
Fuente de datos de campo: Investigación de monitoreo a largo plazo en plantas municipales (2022). Los operadores que utilizan deshidratadoras de tornillo reportan ahorros anuales operativos entre 7200 y 24500 dólares, según el caudal diario de lodo.
(5) Escenarios de Aplicación Industrial y Guía de Selección de Modelos
| Tipo de Industria de Aguas Residuales | Lodo de Entrada Típico | Modelo de Deshidratador Recomendado | Rango TS Esperado de Torta de Lodo | Equipo Auxiliar Sugerido |
|---|---|---|---|---|
| Planta de tratamiento de aguas residuales municipales | Lodo activado, TS de entrada 0.8–3.5% | DS202 / DS303 | 18–20% | Unidad automática de dosificación de polímeros, tanque de almacenamiento de lodo |
| Granja de cría de ganado (cerdos/vacas) | Lodo orgánico de alta fibra, bajo sólido inicial | DS101 / DS202 | 17–19% | Preescreening para eliminar impurezas grandes de paja |
| Planta de procesamiento de alimentos y bebidas | Lodo con alto contenido de aceite y proteínas, fácil ruptura de flóculos | DS303 / DS404 | 18.5–20.5% | Tanque de mezcla de polímeros con calefacción para mejorar la estabilidad de flóculos |
| Planta de impresión y teñido textil | Lodo de partículas finas de colorante, alto riesgo de turbidez en filtrado | DS303 / DS404 | 19–21% | Sistema de mezcla de floculación de dos etapas |
| Estación de aguas residuales descentralizada en contenedor | Volumen diario de lodo pequeño, espacio de instalación limitado | DS101 | 17.5–19.5% | Unidad integrada todo-en-uno de floculación y deshidratación |
| Parque industrial químico de gran escala | Lodo mixto inorgánico y orgánico de alto volumen | DS404 / DS505 | 19.5–21.5% | Espesador por gravedad + homogenización de lodo |
(6) Factores clave que influyen directamente en el rendimiento
Datos de experimentos ortogonales demuestran que tres variables determinan en mayor medida el resultado final de la deshidratación: velocidad de rotación del tornillo, valor de contrapresión de salida y calidad de floculación del lodo de entrada. Muchos operadores ajustan un solo parámetro de forma ciega, provocando sequedad inestable de la torta o pérdida excesiva de partículas sólidas en el filtrado.
(7) Lógica de regulación de la velocidad de rotación del tornillo
Una velocidad baja (10–20 rpm) prolonga el tiempo de residencia del lodo en la cámara de compresión, aumenta el tiempo de extrusión mecánica y produce una torta más seca. No obstante, una velocidad excesivamente baja reduce la capacidad de tratamiento horaria total. Para lodos ricos en fibras orgánicas como el estiércol ganadero, se recomienda trabajar a 12–18 rpm para priorizar la sequedad de la torta. En plantas municipales de alto caudal que priorizan la capacidad de procesamiento, 25–32 rpm ofrecen mayor producción horaria con una ligera reducción del contenido de sólidos (una caída típica de ST del 1–1,5 %).
Simulaciones de campo de flujo CFD indican que velocidades superiores a 35 rpm generan turbulencias intensas en los huecos de los anillos apilados, rompen los flósculos formados y elevan la tasa de pérdida de sólidos en el filtrado en más de un 28 %. Se debe evitar el funcionamiento continuo a alta velocidad si no se cuenta con equipos de espesamiento previo.
(8) Reglas de regulación de la contrapresión de salida
La resistencia de compresión de la placa de contrapresión determina la presión interna de la cámara, el principal factor para eliminar el agua ligada de los flósculos de lodo. Pruebas establecen 5 kPa como presión base óptima para lodos activados municipales generales. Aumentar la presión hasta 7–9 kPa eleva el ST de la torta entre un 1 % y un 2 %, pero incrementa la carga del motor del tornillo y acelera el desgaste del conjunto de anillos. Para lodos abrasivos con arena o partículas metálicas, la contrapresión alta a largo plazo reduce la vida útil de los conjuntos de anillos dinámicos en aproximadamente un 40 %.
(9) Control de concentración y floculación del lodo de entrada
Cuando el ST del lodo bruto es inferior al 1 %, la zona de espesamiento por gravedad no elimina suficiente agua libre, sobrecarga la zona de compresión y genera tortas de lodo de baja concentración. Si no hay espacio para instalar un espesador por gravedad, se puede recircular parte del lodo al depósito de mezcla para elevar la concentración de sólidos de entrada. Una mezcla desigual del polímero crea tamaños de flósculos irregulares y calidad fluctuante del filtrado; es obligatorio mantener la dilución y agitación continua del polímero para un rendimiento estable a largo plazo.

III. Caso Práctico de Operación en Planta Municipal de Tratamiento de Aguas Residuales

Este caso recopila datos de monitoreo a largo plazo de una planta municipal de tamaño mediano. La planta trata 22 000 m³ de aguas domésticas al día y genera aproximadamente 9,5 m³/h de lodo activado bruto antes del espesamiento.
Antes de la modernización con una deshidratadora de tornillo DS303, la planta contaba con dos prensas de cinta filtrante. El sistema antiguo requería dos operarios dedicados al lavado, sustitución de telas e inspección diaria, consumía 1,7 kWh por metro cúbico de lodo y tenía un consumo medio de polímero de 14,2 g por kg de lodo seco. El contenido de sólidos de la torta se mantenía entre el 14 % y el 16 %, por lo que necesitaba un secado adicional antes del transporte a vertedero.
Tras instalar la DS303 junto con un sistema automático de dosificación de polímero, se registraron las siguientes mejoras en un mes de funcionamiento continuo:
1. La mano de obra pasó de dos operarios dedicados a inspecciones parciales (solo 30 minutos de revisión rutinaria por turno).
2. El consumo energético unitario bajó a 0,92 kWh/m³ de lodo, reduciendo el gasto eléctrico mensual en aproximadamente 1180 dólares.
3. La dosis media de polímero se redujo a 10,4 g por kg de lodo seco, recortando el gasto mensual en productos químicos en un 27 %.
4. El ST de la torta se estabilizó entre el 18,8 % y el 20,2 %, eliminando el proceso de secado secundario y reduciendo el tonelaje de transporte de lodo en casi un 22 %.
5. No se registraron obstrucciones ni paradas de emergencia durante 12 meses de funcionamiento ininterrumpido.
El responsable de ingeniería de la planta destacó que el diseño compacto permitió la instalación dentro del edificio original de prensas filtrantes, sin necesidad de ampliación de obra civil, ahorrando más de 18 000 dólares en inversiones de construcción. Este caso demuestra que las deshidratadoras de tornillo generan ahorros combinados en mano de obra, productos químicos, energía y logística para plantas de tratamiento municipales de tamaño mediano.
IV. Consejos Prácticos de Optimización para Mejorar la Eficiencia

Basándose en datos de optimización experimental, se presentan ajustes sencillos de aplicar en campo, sin necesidad de modificar el equipo ni realizar grandes inversiones:
1. Adaptar el peso molecular del polímero a la composición del lodo: Los lodos activados ricos en materia orgánica funcionan mejor con polímeros aniónicos de peso molecular medio; el estiércol ganadero con alto contenido de fibras requiere floculantes de mayor peso molecular para formar flósculos resistentes a la cizallamiento dentro del tornillo.
2. Mantener un caudal de entrada de lodo constante: Las variaciones bruscas de volumen rompen el equilibrio de la floculación. Instalar depósitos de amortiguamiento de lodo para estabilizar las fluctuaciones procedentes de los clarificadores secundarios.
3. Ciclos de autolimpieza periódicos ligeros: Cada 24 horas de funcionamiento, inyectar agua limpia por el canal de filtrado durante 5 a 10 minutos para eliminar residuos de partículas finas de los huecos de los anillos y evitar la reducción gradual de la velocidad de drenaje.
4. Ajustes estacionales por variaciones de temperatura: Las bajas temperaturas invernales ralentizan la disolución del polímero y debilitan la resistencia de los flósculos. Elevar la temperatura del depósito de mezcla de polímero entre 8 y 12 °C y reducir ligeramente la velocidad del tornillo en épocas frías.
Inspección trimestral del desgaste de anillos: Los anillos dinámicos sufren un desgaste leve por las partículas de lodo; el desgaste desigual amplía los huecos y provoca la fuga de sólidos finos al filtrado. Sustituir a tiempo los conjuntos de anillos muy desgastados para restaurar la eficiencia original de deshidratación.
5. Muchos operadores ignoran estos ajustes estacionales y de regulación de caudal, lo que provoca una pérdida permanente de rendimiento de entre un 10 % y un 15 %. Con pequeños cambios de parámetros se recupera la capacidad de diseño completa del equipo.
V. Conclusión: ¿Es la deshidratadora de tornillo la solución adecuada para su proyecto?
Las deshidratadoras de lodos de tornillo, especialmente los modelos de discos apilados, cubren una necesidad importante para instalaciones de tratamiento de aguas residuales que buscan equipos de separación sólido-líquido de bajo mantenimiento, ahorro energético y funcionamiento continuo. Frente a prensas de cinta, prensas de placas y marcos y centrífugos tradicionales, sus principales ventajas son la estructura de anillos apilados resistente a obstrucciones, mínima demanda de mano de obra y producción estable de torta de lodo con contenido de sólidos medio-alto para la mayoría de lodos orgánicos.
Existen modelos de distinta capacidad adaptables desde pequeñas unidades de depuración modular en obras remotas hasta grandes plantas municipales que procesan decenas de miles de metros cúbicos de aguas domésticas al día. Las tablas de parámetros técnicos, comparativas de costos entre equipos y guías de selección por industria sirven como referencia directa para ingenieros de compras y gestores de plantas.
Si su instalación sufre obstrucciones frecuentes de medios filtrantes, consumo excesivo de productos químicos, altos costos de mano de obra para mantenimiento o cuenta con espacio de instalación limitado, evaluar la implantación de una deshidratadora de tornillo de discos apilados es la opción más adecuada. Nuestro equipo de ingeniería puede ofrecer cálculos personalizados de capacidad, adaptación de parámetros y diseños de distribución según la concentración de lodo, tipo de agua residual industrial y requisitos de sequedad de la torta de su instalación.

Noticias relacionadas




