







Guía de Mantenimiento para Mezcladores Estáticos de Acero Inoxidable: Una Guía Práctica para Prolongar la Vida Útil y Reducir Costos
En industrias como la ingeniería química, el procesamiento de alimentos, el tratamiento de aguas y la farmacéutica, los mezcladores estáticos de acero inoxidable se han convertido en equipos esenciales e insustituibles en los procesos productivos debido a sus ventajas: ausencia de piezas móviles, alta eficiencia de mezcla y gran resistencia a la corrosión. Ya sea el modelo básico fabricado en acero inoxidable 304 o los modelos resistentes a la corrosión fabricados en acero 316L o acero dúplex 2205, para garantizar un funcionamiento estable a largo plazo del equipo, mantener el mejor efecto de mezcla y evitar pérdidas económicas causadas por paradas debidas a fallos, es crucial realizar un mantenimiento diario científico y estandarizado, así como inspecciones periódicas.
Muchas empresas tienen un error común cuando utilizan mezcladores estáticos de acero inoxidable: creer que el acero inoxidable "nunca se oxida" y que no necesitan un mantenimiento deliberado. De hecho, la resistencia a la corrosión del acero inoxidable depende de la película de pasivación superficial, y factores como los residuos de medios en la producción, la erosión por iones de cloruro y las fluctuaciones de temperatura pueden dañar esta película protectora, provocando corrosión del equipo, obstrucciones, disminución de la eficiencia de mezcla y, en casos graves, la necesidad de reemplazar el equipo prematuramente, lo que aumenta significativamente los costes operativos.
I. Comprensión fundamental de los mezcladores estáticos de acero inoxidable
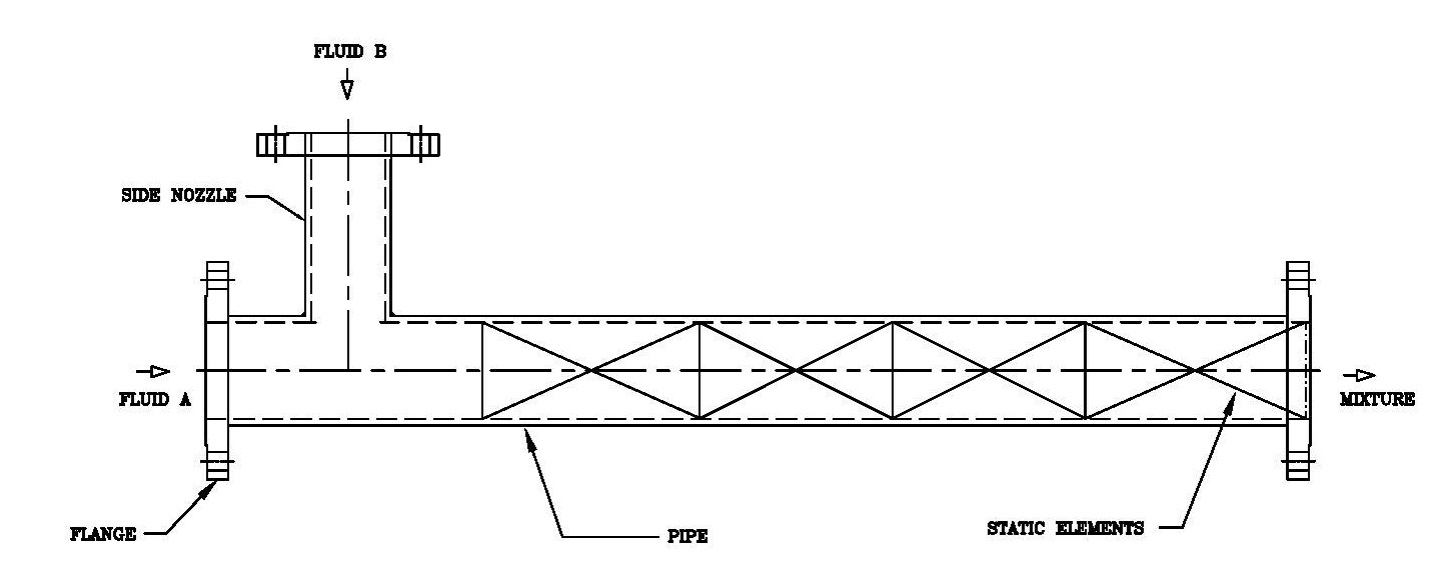
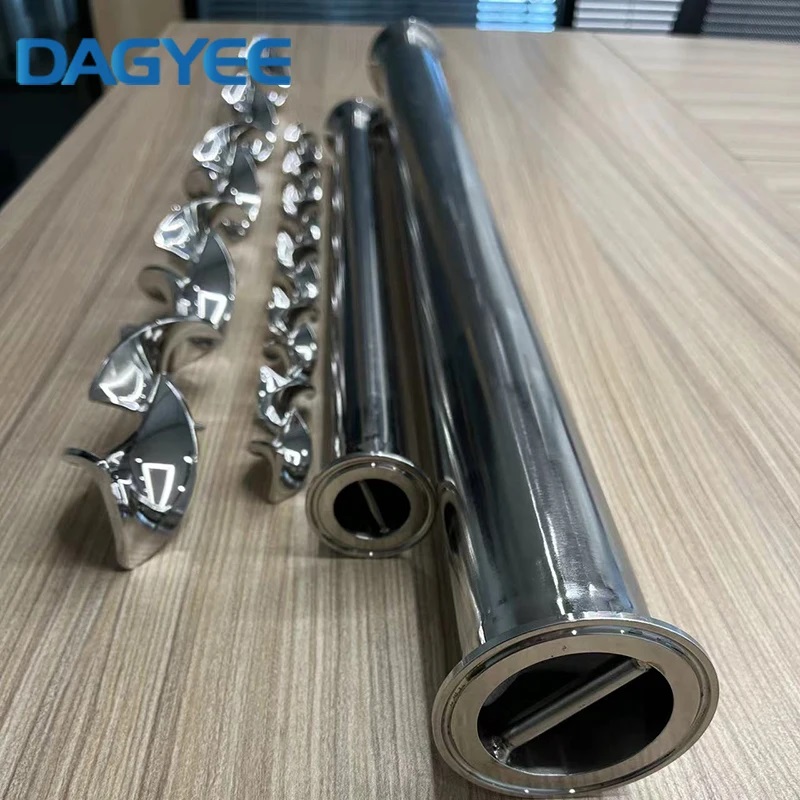
Los mezcladores estáticos de acero inoxidable son dispositivos que no requieren accionamiento motor y utilizan elementos de mezcla especialmente diseñados, como placas helicoidales, álabes, etc., para mezclar y hacer reaccionar completamente dos o más medios durante su flujo. Sus ventajas fundamentales residen en su estructura sencilla, escasa ocupación de espacio, bajo consumo energético y mantenimiento conveniente, y se utilizan ampliamente en procesos como mezcla de medios, emulsificación, dispersión, reacción e intercambio de calor.
Los materiales de acero inoxidable más utilizados en la industria se dividen principalmente en tres categorías. Las condiciones de trabajo aplicables y las prioridades de mantenimiento de los diferentes materiales varían, como se muestra en la siguiente tabla, para facilitar a las empresas la elección del equipo adecuado en función de sus medios de producción y la realización de tareas de mantenimiento específicas.
| Acero Inoxidable | Características Principales | Aplicaciones Adecuadas | Enfoque de Mantenimiento |
|---|---|---|---|
| 304 Acero Inoxidable | Resistente a medios neutros y débilmente ácidos; bajo costo, alta versatilidad; la película pasiva superficial se daña fácilmente con cloruros | Alimentos y bebidas, tratamiento de agua dulce, medios químicos generales (libres de cloruros, no fuertemente corrosivos) | Limpieza regular; evitar contacto con medios que contengan cloro; prevenir rayones superficiales |
| 316L Acero Inoxidable (Contiene Mo) | Mejor resistencia a la corrosión que el 304; soporta ciertas concentraciones de cloruros y ácidos débiles; buena tenacidad, excelente soldabilidad | Tratamiento de agua de mar, mezcla de salmuera, reacciones químicas con ácidos débiles, producción de intermedios farmacéuticos | Inspeccionar regularmente la integridad de la película pasiva; controlar temperatura y concentración del medio; evitar corrosión por hendiduras |
| 2205 Acero Dúplex | Resistencia a la corrosión extremadamente fuerte; soporta ácidos fuertes y altas concentraciones de cloruros; alta resistencia, excelente resistencia a la corrosión bajo tensión | Sistemas de ácido sulfúrico, ácido clorhídrico y otros ácidos fuertes; tratamiento de aguas residuales con alta salinidad; condiciones de reacciones químicas severas | Inspección anual de espesor; controlar fluctuaciones de temperatura; realizar alivio de tensiones después de soldar |
Además de las diferencias de material, el modelo y las especificaciones del mezclador estático de acero inoxidable también afectan el método de mantenimiento. A continuación se muestra una tabla de parámetros técnicos clave de los modelos más comunes, que incluye los datos más utilizados en el proceso de selección y mantenimiento por parte de las empresas, lo que facilita al personal de mantenimiento la consulta rápida y la realización de un mantenimiento preciso.
Función de personalización
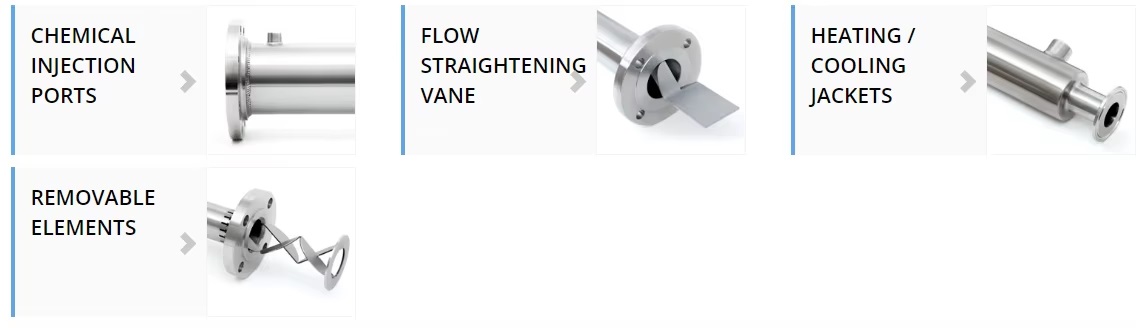
Estos mezcladores estáticos personalizados ofrecen diversas características opcionales para mejorar el rendimiento del proceso y adaptarse a diferentes requisitos de aplicación:
1. Puertos de inyección de productos químicos: Puertos integrados para introducir productos químicos de tratamiento directamente en la corriente del proceso, permitiendo una mezcla inmediata en línea y eliminando la necesidad de tanques de premezcla.
2. Álabe enderezador de flujo: Álabe interno de ingeniería de precisión diseñado para eliminar remolinos y turbulencias aguas arriba, asegurando perfiles de flujo uniformes para una eficiencia de mezcla óptima y resultados posteriores consistentes.
3. Camisas de calentamiento/enfriamiento: Camisas externas que permiten controlar la temperatura del fluido del proceso, facilitando el calentamiento, enfriamiento o mantenimiento de temperaturas constantes para reacciones de mezcla sensibles a la temperatura.
4. Elementos de mezcla extraíbles: Elementos mezcladores internos de fácil desmontaje que simplifican la limpieza, inspección y el mantenimiento, haciendo que los mezcladores sean ideales para aplicaciones sanitarias, de grado alimenticio o de procesos por lotes que requieren una desinfección frecuente.
Extremo del conector
Disponible en una amplia variedad de conexiones de extremo para integrarse perfectamente con sistemas de tuberías existentes en entornos industriales, sanitarios y de procesamiento químico:
1. Extremos bridados: Conexiones de brida estándar (ASME, DIN o especificaciones personalizadas) para aplicaciones de alta presión y alta vibración, proporcionando conexiones robustas y herméticas adecuadas para la mayoría de las líneas de proceso industrial.
2. Extremos roscados: Conexiones roscadas NPT o BSP macho/hembra para aplicaciones de baja a media presión, que permiten una instalación rápida y sin herramientas en sistemas compactos con espacio limitado.
3. Extremos lisos: Extremos de tubería lisos y sin rosca para soldadura directa o conexión mediante soldadura de casquillo, ideales para instalaciones permanentes de alta integridad en diseños de proceso personalizados.
4. Extremos bridados de cuello de soldadura: Bridas de cuello de soldadura de alta resistencia con soldadura de penetración total, diseñadas para condiciones extremas de presión, temperatura y carga cíclica en aplicaciones industriales críticas.
5. Extremos Tri-Clamp®: Conexiones sanitarias tipo tri-clamp diseñadas para las industrias de alimentos, bebidas, farmacéutica y biotecnología, que permiten un desmontaje rápido para limpieza, esterilización y validación en líneas de proceso sanitarias.
| Modelo | Dg (mm) | dh (mm) | Q (m³/h) |
|---|---|---|---|
| SK-5/10 | 10 | 5 | 0.15-0.3 |
| SK-7.5/15 | 15 | 7.5 | 0.3-0.6 |
| SK-10/20 | 20 | 10 | 0.6-1.2 |
| SK-12.5/25 | 25 | 12.5 | 0.9-1.8 |
| SK-16/32 | 32 | 16 | 1.4-3.2 |
| SK-2040 | 40 | 20 | 2.2-4.5 |
| SK-25/50 | 50 | 25 | 3.5-7.0 |
| SK-32.5/65 | 65 | 32.5 | 5.9-12 |
| SK-40/80 | 80 | 40 | 9-18 |
| SK-50/100 | 100 | 50 | 14-28 |
| SK-62.5/125 | 125 | 62.5 | 22-44 |
| SK-75/150 | 150 | 75 | 31-64 |
| SK-100/200 | 200 | 100 | 56-110 |
| SK-125/250 | 250 | 125 | 88-177 |
| SK-150/300 | 300 | 150 | 127-255 |
| SK-175/350 | 350 | 175 | 173-346 |
| SK-200/400 | 400 | 200 | 226-452 |
| SK-250/500 | 500 | 250 | 353-706 |
II. Pasos prácticos del mantenimiento diario
El núcleo del mantenimiento diario de los mezcladores estáticos de acero inoxidable es "prevenir residuos, corrosión y aflojamiento". No se requieren herramientas complejas ni habilidades profesionales. El personal de mantenimiento puede operar siguiendo los pasos. Se divide en tres niveles: limpieza diaria, inspección diaria e inspección semanal, equilibrando practicidad y conveniencia.
(1) Limpieza diaria: Debe realizarse después de cada ciclo de trabajo para evitar residuos y formación de incrustaciones
Los residuos del medio son una de las principales causas de obstrucción y corrosión del equipo. Especialmente en condiciones con alimentos, productos farmacéuticos y medios de alta viscosidad, se debe limpiar inmediatamente después de cada parada. Los métodos de limpieza varían según las condiciones específicas. Las operaciones detalladas son las siguientes:
1. Industria alimentaria/farmacéutica: Esta industria tiene requisitos de higiene extremadamente altos. Después de cada ciclo de trabajo, enjuague inmediatamente el interior del equipo con agua tibia (40-60 °C). El tiempo de enjuague no debe ser inferior a 5 minutos, asegurando que todos los materiales residuales sean evacuados. Para materiales de alta viscosidad (como jarabes, ungüentos), agregue un limpiador neutro (pH 7-8) y enjuague durante 20-30 minutos. Luego enjuague con agua desionizada y evite dejar residuos del limpiador. No use limpiadores con cloro (como desinfectante 84) ni limpiadores de ácidos o bases fuertes, para evitar dañar la capa pasiva de la superficie de acero inoxidable.
2. Industria química general: Para medios neutros y débilmente ácidos, es suficiente un enjuague con agua después de cada parada. Si el medio contiene una pequeña cantidad de sedimento, use agua a alta presión (presión ≤ 1.0 MPa) para el enjuague. Preste atención a los espacios y soldaduras de los elementos de mezcla para evitar la adherencia de sedimentos.
3. Condiciones de alta corrosión y alta viscosidad: Después de cada ciclo de trabajo, enjuague primero con un solvente compatible con el medio (como agua limpia + una pequeña cantidad de inhibidor de corrosión neutro), luego enjuague con agua limpia. Finalmente, seque el interior con aire comprimido para evitar que los residuos de agua causen corrosión.
Nota: Para mezcladores estáticos de acero inoxidable no desmontables, está estrictamente prohibido forzar su desmontaje. Se puede usar un método de limpieza en circuito cerrado para asegurar que no queden residuos en el interior. Para modelos desmontables (como los tipos SK, SV), se pueden desmontar y limpiar periódicamente, pero durante el desmontaje, manipule con cuidado para evitar rayar la superficie de los elementos de mezcla.
(2) Inspección Diaria: Verificación rápida de 5 minutos para detectar oportunamente pequeños peligros
Antes y después de cada arranque y parada, dedique 5 minutos a una inspección básica para evitar eficazmente que los pequeños peligros se conviertan en problemas mayores. El contenido específico de la inspección es el siguiente:
1. Verificación de fugas: Observe si hay fugas de medio en las bridas y uniones de entrada y salida. Si se detecta una fuga, apriete inmediatamente los pernos. Si los pernos están muy flojos o la junta está envejecida, reemplácela de inmediato (se recomienda usar juntas de PTFE o juntas bobinadas metálicas, compatibles con el material de acero inoxidable).
2. Verificación del estado operativo: Después del arranque, observe si la presión y la temperatura durante el funcionamiento son normales. Si hay un aumento repentino de la presión o fluctuaciones anormales de la temperatura, detenga la máquina inmediatamente para solucionar el problema y evitar la sobrecarga.
3. Inspección visual: Examine visualmente la superficie del equipo. Compruebe si hay rayones, óxido, deformaciones, etc. Si hay un ligero óxido en la superficie, límpielo con un limpiador específico para acero inoxidable, elimine el óxido y aplique una capa de aceite antioxidante para proteger la capa pasivadora.
(3) Inspección Semanal: Enfocarse en revisar los componentes fácilmente desgastables para prolongar la vida útil del equipo
Realice una inspección completa una vez por semana, prestando especial atención a los componentes fácilmente desgastables, como elementos de mezcla, sujetadores y juntas. El contenido específico de la inspección es el siguiente:
1. Inspección de los elementos de mezcla: En los modelos desmontables, desmonte e inspeccione las placas espirales y las aspas para detectar desgaste, deformación y corrosión. Si la placa espiral está gravemente desgastada (reducción del grosor superior al 10%), sustitúyala de inmediato; si hay una ligera deformación, se puede corregir para evitar que afecte la eficiencia de la mezcla.
2. Inspección de los sujetadores: Verifique si los pernos de las bridas y los pernos de fijación están flojos. Especialmente para los pernos de material 316L, es necesario verificar periódicamente el par de apriete (valores recomendados: pernos M16 80-100 N·m, pernos M20 120-150 N·m). Evite que los pernos se atasquen o aflojen, lo que podría provocar fugas. Al mismo tiempo, compruebe si hay óxido en la superficie de los pernos. Si hay óxido, sustituya los pernos de inmediato para evitar que se rompan.
3. Inspección de los componentes de sellado: Verifique si las juntas y los anillos de sellado están envejecidos, deformados o dañados. Si se presenta alguna de estas condiciones, sustitúyalos de inmediato para evitar fugas del medio y también para prevenir que el medio filtrado corroa la superficie del equipo.
III. Mantenimiento Profundo Regular y Prevención de la Corrosión
Además del mantenimiento de rutina, el mantenimiento profundo regular y la prevención de la corrosión son cruciales para prolongar la vida útil del mezclador estático de acero inoxidable, especialmente en condiciones adversas (ácidos fuertes, alto contenido de cloruros, alta temperatura y alta presión). Las inspecciones profundas periódicas y el mantenimiento deben realizarse según un cronograma, dividido en tres etapas: mantenimiento trimestral, mantenimiento semestral y mantenimiento anual. Al mismo tiempo, se deben tomar medidas específicas de prevención de la corrosión.
(1) Mantenimiento Profundo Trimestral: Enfoque en limpieza y detección de desgaste
Realice un mantenimiento profundo cada 3 meses. El objetivo es limpiar a fondo las partes internas del equipo e inspeccionar el desgaste de los elementos de mezcla. Las operaciones específicas son las siguientes:
1. Limpieza profunda: Para los modelos desmontables, desmonte el equipo y retire los elementos de mezcla. Sumérjalos en un limpiador especializado (adecuado para el material correspondiente) durante 30-60 minutos, luego enjuague con agua a alta presión para eliminar depósitos y sedimentos en la superficie de los elementos. Para modelos no desmontables, use un método de limpieza circulante, enjuagando con el limpiador durante 1-2 horas para asegurar que no queden depósitos en el interior. Después de la limpieza, enjuague con agua desionizada y seque la humedad interna.
2. Detección de desgaste: Use calibradores y reglas para medir el espesor y el tamaño de los elementos de mezcla y compárelos con los parámetros originales. Si el desgaste excede el rango permitido (reducción del espesor ≥ 10%), reemplace los elementos de mezcla inmediatamente; al mismo tiempo, verifique las soldaduras de los elementos de mezcla para ver si hay grietas o corrosión. Si es así, realice rápidamente un tratamiento de soldadura o pulido.
3. Monitoreo de caída de presión: Mida la diferencia de presión entre la entrada y la salida del equipo. En condiciones normales, la caída de presión del mezclador estático de acero inoxidable debe ser ≤ 0.5 MPa. Si la caída de presión aumenta anormalmente (superando 0.8 MPa), indica que hay obstrucción o depósitos dentro del equipo, y se requiere una limpieza profunda; si la caída de presión permanece anormal después de la limpieza, verifique si los elementos de mezcla están deformados u obstruidos.
(2) Mantenimiento Semestral: Inspección de sellos y anticorrosión, reforzando la protección del equipo
Realice el mantenimiento cada 6 meses. El objetivo es verificar el rendimiento de los sellos y el estado anticorrosión. Las operaciones específicas son las siguientes:
1. Inspección del rendimiento de los sellos: Realice una inspección completa de las partes selladas y las conexiones de brida del equipo, reemplace las juntas y sellos envejecidos o dañados; para las superficies de las bridas, límpielas y púlalas para evitar el estancamiento del medio y prevenir la corrosión por hendiduras.
2. Inspección anticorrosión: Para equipos de acero inoxidable 316L, verifique la integridad de la capa pasiva superficial. Use un detector de capa pasiva. Si la capa pasiva está dañada, realice un tratamiento de pasivación (sumerja en una solución de ácido cítrico al 5% durante 30 minutos, luego enjuague con agua limpia, seque y aplique agente pasivador); para equipos de acero dúplex 2205, verifique si hay corrosión por picaduras o corrosión por hendiduras en la superficie. Si es así, repárelas rápidamente.
3. Mantenimiento de sujetadores: Para todos los pernos, realice un tratamiento de desoxidación y lubricación, aplique agente antiagarrotamiento (adecuado para material de acero inoxidable) para evitar la oxidación y el agarrotamiento, facilitando el desmontaje y mantenimiento posteriores.
(3) Mantenimiento Anual: Inspección integral, identificación de peligros potenciales
Realice un mantenimiento integral anual. El objetivo es inspeccionar el rendimiento general y el estado de corrosión del equipo, e identificar peligros potenciales. Las operaciones específicas son las siguientes:
1. Detección de espesor de pared: Use un medidor de espesor ultrasónico para detectar el espesor de pared de la carcasa del equipo y los elementos de mezcla, especialmente para equipos de acero dúplex 2205, asegure que la tasa de corrosión sea ≤ 0.02 mm/año. Si la reducción del espesor de pared excede el estándar, reemplace el equipo o los componentes inmediatamente.
2. Inspección radiográfica: Realice una inspección radiográfica por colores o ultrasónica de las soldaduras y uniones del equipo para verificar si hay grietas, porosidades, etc. Si se encuentran defectos, repárelos rápidamente para evitar la expansión de defectos y daños al equipo.
3. Verificación de compatibilidad de materiales: Basándose en los cambios en las condiciones de producción, verifique si el material del equipo sigue siendo compatible con el medio actual. Si las condiciones cambian (como un aumento en la concentración de iones de cloruro en el medio), reemplace oportunamente el material de acero inoxidable compatible para evitar la corrosión del equipo.
4. Prueba de rendimiento general: Después de encender y hacer funcionar el equipo, mida parámetros como la eficiencia de mezcla, la caída de presión y la temperatura, y compárelos con los parámetros originales del equipo. Si hay una desviación significativa en los parámetros, investigue rápidamente las causas y ajuste el plan de mantenimiento.
(4) Técnicas Específicas de Prevención de Corrosión (Adecuadas para Diferentes Condiciones de Operación)
La corrosión de los mezcladores estáticos de acero inoxidable se puede dividir principalmente en tres tipos: corrosión por hendiduras, corrosión bajo tensión y corrosión por picaduras. Los métodos de prevención para diferentes tipos de corrosión son diferentes. Los detalles específicos son los siguientes:
1. Prevención de Corrosión por Hendiduras: La corrosión por hendiduras ocurre principalmente en los puntos de conexión de bridas y en los espacios de los elementos de mezcla. Es causada principalmente por la retención del medio. Método de prevención: Pula las soldaduras para reducir los espacios; Use juntas de espiral metálica en las conexiones de brida para evitar la retención del medio; Limpie los espacios mensualmente y realice una inspección interna anual de los riesgos de corrosión por hendiduras, y trátelos rápidamente.
2. Prevención de Corrosión bajo Tensión: La corrosión bajo tensión ocurre principalmente en equipos que no han sido sometidos a un tratamiento de alivio de tensiones después de la soldadura y en condiciones de trabajo con grandes fluctuaciones de temperatura. Método de prevención: Los equipos de acero inoxidable 316L deben someterse a un recocido de alivio de tensiones después de la soldadura; Durante la operación, controle estrictamente las fluctuaciones de temperatura (≤50℃/h) para reducir la tensión térmica; Evite que el equipo reciba impactos o aplastamientos, y reduzca la tensión mecánica.
3. Prevención de Corrosión por Picaduras: La corrosión por picaduras ocurre principalmente en condiciones de trabajo con iones de cloruro y ácidos fuertes, debido principalmente a la destrucción de la capa pasiva. Método de prevención: Seleccione el material de acero inoxidable adecuado (como 316L para medios con cloruros, acero dúplex 2205 para ácidos fuertes); Pruebe regularmente la capa pasiva y realice rápidamente el tratamiento de pasivación; Evite el uso de limpiadores que contengan cloro o flúor para prevenir la destrucción de la capa pasiva.
IV. Diagnóstico de Fallas Comunes y Soluciones
Durante el funcionamiento prolongado del mezclador estático de acero inoxidable, es inevitable que ocurran algunas fallas. Si no se identifican y resuelven a tiempo, provocarán la parada del equipo y afectarán el cronograma de producción. A continuación, se presentan las fallas comunes, los métodos de diagnóstico y las soluciones, organizadas en una tabla para que el personal de mantenimiento pueda consultarlas y abordarlas rápidamente.
| Fallo Común | Métodos de Diagnóstico | Soluciones | Medidas Preventivas |
|---|---|---|---|
| Fugas en el Equipo |
1. Verificar si los pernos de la brida están flojos. 2. Inspeccionar juntas y sellos por desgaste, daños o fugas. |
1. Apretar los pernos flojos. 2. Reemplazar juntas y sellos desgastados o dañados. 3. Reparar grietas y corrosión en las soldaduras. |
Inspección semanal del apriete de pernos; reemplazar sellos cada seis meses; inspección anual de soldaduras. |
| Caída de Presión Anormal / Obstrucción |
1. Verificar obstrucciones internas o incrustaciones. 2. Inspeccionar elementos mezcladores por deformación o desgaste severo. |
1. Reemplazar elementos de mezclado severamente deformados o desgastados. 2. Reparar partes dañadas y prevenir futuros impactos. |
Limpieza profunda trimestral; monitoreo mensual de caída de presión; atención inmediata a anomalías del medio. |
| Problemas de Mezcla / Caudal Inestable | 1. Verificar el flujo del medio. |
1. Ajustar la velocidad de flujo del medio al nivel nominal. 2. Corregir la posición de instalación del equipo para asegurar nivelación. |
Inspección mensual de elementos de mezcla; limpieza regular; asegurar un flujo de medio estable; evitar impactos en el equipo. |
| Corrosión del Equipo |
1. Inspeccionar la superficie en busca de óxido, picaduras o corrosión por grietas. 2. Verificar la compatibilidad entre el medio y el material. |
1. Reparar áreas corroídas y realizar pasivación. 2. Reemplazar con acero inoxidable compatible con el medio actual. 3. Realizar tratamientos de pasivación regulares para restaurar la película pasiva. |
Seleccionar materiales compatibles; inspeccionar regularmente la película pasiva; realizar mantenimiento anticorrosión. |
V. Técnicas de Mantenimiento para Paradas de Larga Duración
Si el mezclador estático de acero inoxidable debe detenerse durante un largo período (más de 1 mes), si no se mantiene adecuadamente, se producirá oxidación, corrosión y envejecimiento de los componentes de sellado, lo que puede causar fallos al reiniciarlo. El núcleo del mantenimiento durante una parada prolongada es "protección contra la humedad, anticorrosión y antienvejecimiento". Los pasos operativos específicos son los siguientes:
1. Vaciar el medio: Vaciar por completo todo el medio presente en el equipo para evitar la corrosión causada por la retención del medio. Para medios viscosos, se puede utilizar un enjuague con disolvente antes del vaciado.
2. Limpieza completa: Limpiar a fondo el interior del equipo con agua limpia y un agente de limpieza neutro, eliminar los residuos de medio y depósitos, luego enjuagar con agua desionizada y, finalmente, secar el interior con aire comprimido para asegurar que no quede humedad residual.
3. Tratamiento anticorrosión: Aplicar una capa de aceite antioxidante específico para acero inoxidable en el interior del equipo, en las superficies de las bridas y en las superficies de los pernos para proteger la superficie del equipo y prevenir la corrosión atmosférica; para equipos de acero dúplex 2205, se puede realizar un tratamiento de pasivación único para mejorar la capacidad anticorrosiva.
4. Almacenamiento sellado: Sellar las entradas y salidas del equipo con bridas ciegas para evitar la entrada de polvo y humedad al interior del equipo; retirar los elementos mezcladores desmontables y los sellos, limpiarlos y almacenarlos en un ambiente seco y ventilado para evitar el envejecimiento y la oxidación.
5. Inspección periódica: Durante la parada prolongada, inspeccionar una vez al mes el aspecto del equipo y las condiciones de almacenamiento. Si se detecta desprendimiento del aceite antioxidante, bridas ciegas flojas, etc., reponer el aceite antioxidante y apretar las bridas ciegas a tiempo; si el ambiente es húmedo, colocar desecantes alrededor del equipo para evitar que se humedezca.
VI. Resumen
Cabe señalar que el acero inoxidable no es "inherentemente resistente a la oxidación". Su resistencia a la corrosión depende de un mantenimiento científico y un uso correcto. Solo prestando atención a cada detalle de mantenimiento se pueden aprovechar al máximo las ventajas del mezclador estático de acero inoxidable y garantizar la producción de la empresa. Mientras tanto, si el equipo encuentra fallas complejas, se recomienda contactar a personal de mantenimiento profesional para que lo maneje, evitando dañar el equipo debido a una operación inadecuada.
Si encuentra algún otro problema durante el mantenimiento del mezclador estático de acero inoxidable, no dude en contactarnos.

: Teoría, optimización de parámetros y aplicación práctica en ingeniería")


