
7 Most Common Polymer Dosing System Failures and How to Solve Them
Polymer Preparation Unit Troubleshooting: 7 Common Problems & Fixes That Actually WorkBy DAGYEE – Water Treatment Specialist

Introduction
You've done your homework. You sized your polymer preparation unit correctly. You invested in the right capacity for your plant's flow rate. Everything worked beautifully — for the first few months.
Then things started going wrong.
Clumps forming in the mixing tank. Pumps clogging every other shift. Polymer consumption creeping up while dewatering performance quietly drops. Your operators are spending more time unclogging lines than running the process.
Sound familiar?
At DAGYEE, we've spent years helping hundreds of plant operators and engineers diagnose and fix these exact problems. Some of these fixes are simple adjustments. Others point to deeper design flaws in the equipment itself.
Based on our field experience across dozens of industries — municipal wastewater, mining, paper manufacturing, chemical processing — here are the 7 most common polymer preparation unit problems, what causes them, and most importantly, what actually works to solve them.
Table 1: 7 Problems Quick Reference
Polymer Preparation System - Troubleshooting Guide
| No. | Problem | Typical Symptoms | Quick Fix |
|---|---|---|---|
| 1 | Fish eyes | Gel-like particles in solution, nozzles clogging | Clean wetting cone, increase water pressure to 2-3 bar |
| 2 | Wrong concentration | Actual concentration doesn't match setting, inconsistent results | Run a bucket test, recalibrate dry feeder |
| 3 | Pipe clogging | Pump loses prime, pressure drops, flow stops | Increase maturation time to 45-60 min, flush after each batch |
| 4 | Powder bridging | Feeder screw turns but no powder drops, hollow cavity in hopper | Install mechanical agitator, control humidity below 60% |
| 5 | Inconsistent dosing | Flow rate fluctuates, flocculation results vary shift to shift | Check suction line for air leaks, replace worn pump valves |
| 6 | Excessive consumption | Using 20-50% more polymer than design, no improvement in results | Run jar test to find true optimum, reduce shear at injection point |
| 7 | No output | Motors run but nothing comes out - no water, no powder, no solution | Check water supply valve, inspect feeder coupling, verify sensors |
Note: Regular inspection prevents most fish-eye and bridging issues. Verify water pressure above 2 bar. Jar test recommended quarterly.
Problem #1: Fish Eyes – Undissolved Polymer Particles
What You'll SeeYou notice small, gel-like, translucent particles floating in your polymer solution. They look like fish eyes — hence the name. Over time, these particles accumulate on strainers, clog spray nozzles, and build up inside transfer pumps.
The Real Root Cause
"Fish eyes" form when dry polymer powder hits water but doesn't get fully wet before entering the mixing tank. The outer layer of each particle swells into a gel, trapping dry powder inside. Once that gel shell forms, no amount of mixing will dissolve it.
This usually happens because of one or more of these conditions:
• The powder feeder is running too fast – Powder drops faster than the water jet can wet it
• The wetting cone (eductor) is dirty or undersized – Residue buildup narrows the water path
• Water pressure is too low – Without enough velocity, the water jet can't break up the powder stream
1. Check your water pressure
Most eductors require at least 2–3 bar (30–45 psi) to create enough shear for proper wetting. If you don't have a pressure gauge on the water line, install one. It's a $20 investment that pays for itself in saved frustration.
2. Clean the wetting cone – regularly
Polymer residue builds up on the inside surfaces of the wetting cone over time. A 5-minute visual inspection and quick cleaning every week will save you hours of unclogging pumps and pipes later. Don't skip it.
3. Slow down the powder feeder
Many operators assume faster feeding means more output. But with polymer preparation, slower is often better. Reduce the dosing screw speed. Let the water jet catch up with the powder. You'll get better dissolution with the same throughput.
DAGYEE Pro Tip: Our polymer preparation units come standard with an optimized venturi-style wetting cone designed to maximize powder-water contact time. But even the best design needs regular cleaning. Add it to your weekly checklist — and stick to it.
Problem #2: Polymer Solution Too Thick or Too Thin
What You'll SeeYour control panel says the solution concentration should be 0.2% or 0.5%. But when you test the actual output — or worse, when your downstream dewatering results are all over the map — something is clearly off.
The Real Root Cause
• The dry feeder has drifted out of calibration – Screw feeders lose accuracy over time due to wear or powder buildup
• The water flow meter is inaccurate – Turbine meters get fouled; magnetic meters drift
• Polymer batch viscosity varies – Not all batches of polymer are identical, especially from different suppliers
1. Do a simple bucket test
Run the unit for exactly 1 minute. Collect the output solution in a bucket. Measure the total volume (in liters) and weigh the dry polymer used (check your feeder's output or weigh the bag before and after). Calculate actual concentration:
Actual concentration (%) = (Dry polymer weight in grams) ÷ (Solution volume in mL) × 100
If the result doesn't match your setpoint by more than ±10%, you have a calibration problem.
2. Recalibrate the dry feeder
Shut off the water. Run the dry feeder for 2–3 minutes into a container. Weigh the powder collected. Calculate the output per minute. Adjust the screw speed or calibration factor accordingly. Do this monthly.
Use a stopwatch and a graduated bucket. Time how long it takes to fill 10 or 20 liters. Compare that to what the flow meter says. If they don't match within 5%, your meter needs cleaning or replacement.
Problem #3: Frequent Clogging in Transfer Pumps or Pipes
What You'll SeeYour dosing pump runs but delivers little or no flow. Pressure gauges show erratic readings. You hear the pump straining, or worse — it loses prime completely. Someone has to go unclog a pipe or pull apart a pump at least once a week.
The Real Root Cause
• Insufficient mixing or maturation time – The polymer hasn't fully dissolved before it leaves the preparation unit
• Fish eyes (Problem #1) are accumulating – Undissolved particles travel downstream and settle in low-flow areas
• Pipe diameter is too small for the solution viscosity – Fully hydrated polymer can be surprisingly thick
1. Increase maturation time
Most dry polymers need 45–60 minutes of gentle agitation to fully hydrate. If your unit is set to 30 minutes, you're asking for trouble. Check your tank levels and flow rates — make sure the solution isn't being rushed through the system.
2. Install a Y-strainer before the pump
A simple Y-strainer with a 1-2 mm perforated basket catches undissolved particles before they reach your expensive dosing pump. Clean it weekly. It's much easier to rinse out a strainer than to rebuild a pump.
3. Flush all lines after every batch
Diluted polymer solution left sitting in pipes will "set" like jelly over time — especially if your polymer has high molecular weight. A 2-minute fresh water flush at the end of each batch will push out residual solution and prevent overnight hardening.
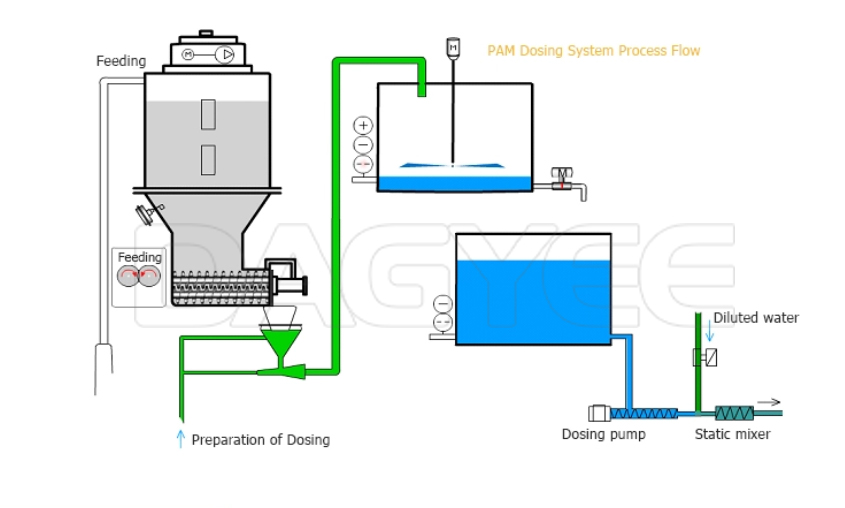
DAGYEE Insight: Our DT series units feature a three-tank design (mixing, maturation, and storage) that ensures every batch gets the full 45-60 minutes of gentle agitation. No shortcuts. No undissolved polymer making its way downstream.
Problem #4: Powder Bridging – No Polymer Coming Out of the Hopper
What You'll SeeThe dry feeder screw is turning. The motor is running. But no powder is dropping into the wetting cone. You look inside the hopper and see a hollow cavity — a "bridge" of powder spanning from wall to wall, with empty space underneath.
The Real Root Cause
• The powder is too moist – It absorbed humidity from the air, becoming sticky and cohesive
• Hopper walls are rough or have residue buildup – Old polymer dust creates friction that powder sticks to
• Vibration is insufficient or actually making it worse – Some vibration helps; too much packs the powder tighter
1. Install a mechanical agitator
A slow-moving paddle or finger-type agitator inside the hopper breaks bridges before they can fully form. This is the single most effective solution. If your unit doesn't have one, retrofit one — or buy equipment that includes it as standard.
2. Use a hopper liner
UHMW (ultra-high molecular weight polyethylene) liner reduces friction dramatically. Powder slides down the walls instead of sticking. It's a relatively low-cost upgrade with high impact.
3. Control the humidity in your storage area
If your polymer storage area is humid, the powder will absorb moisture overnight. Consider installing a dehumidifier, or switch to sealed bag unloading directly into the hopper. Some plants store polymer in air-conditioned rooms for this exact reason.
DAGYEE Standard Feature: All our polymer preparation units come with a variable-speed mechanical agitator in the dry powder hopper as standard equipment — not an expensive option. For extremely hygroscopic polymers, we also offer an optional hopper heating jacket to keep powder dry and flowing.

Problem #5: Inconsistent Dosing – Flow Fluctuates
What You'll SeeOne hour your dosing pump delivers 500 L/h. The next hour it's 350 L/h. Then back to 500. Your downstream flocculation is a gamble — sometimes perfect, sometimes terrible. Operators can't figure out why.
The Real Root Cause
• The suction line has air leaks – A tiny pinhole or loose fitting draws air into the line, reducing flow
• Pump valves (balls and seats) are worn or dirty – Worn valves can't seal properly, causing slippage
• The solution tank runs low between refills – Low level creates a vortex that pulls air into the pump suction
1. Check every suction line fitting
Air leaks are the #1 cause of inconsistent dosing with diaphragm and peristaltic pumps. Use soapy water to check for bubbles. Re-tape every threaded connection with fresh Teflon tape. Tighten clamp fittings. One tiny leak can cut your flow by 30%.
2. Inspect pump balls and seats monthly
Dosing pump valves are wear items. They're not supposed to last forever. If you see pitting, scoring, or deformation, replace them. Keep spare sets on hand. This is routine maintenance, not a failure.
3. Keep the solution tank at least 30% full
Set your low-level alarm higher. Don't let the tank run down to 10% before refilling. Low levels create vortexing — a whirlpool that pulls air into the suction line. That air pocket destroys volumetric efficiency.
Problem #6: Excessive Polymer Consumption
What You'll SeeYour polymer usage has crept up by 20%, 30%, even 50% over the past few months. But your sludge dewatering or water clarification results haven't improved. In fact, they might have gotten worse. You're spending more money for the same — or worse — performance.
The Real Root Cause
• The polymer is degrading before it reaches the application point – Mechanical shear or thermal degradation breaks the long polymer chains
• You're actually overdosing – Yes, too much polymer is a real problem. Beyond the optimum point, performance drops while costs keep rising
• Mixing at the injection point is poor – Polymer needs intense, brief mixing to contact particles. Without it, you waste most of your chemical
1. Run a jar test – properly
Take a representative sample of your sludge or raw water. Set up 5-6 beakers. Add increasing doses of polymer. Mix at the same intensity and time as your full-scale system. Find the exact dose where floc size and clarity peak. That's your target. Anything above that is wasted money.
2. Check for shear
Does your polymer pass through a centrifugal pump, a globe valve, or a small orifice after the dosing pump? Those are shear points. High shear can reduce polymer effectiveness by 50% or more. If possible, inject polymer downstream of high-shear devices. Or switch to a low-shear dosing pump.
3. Use fresh solution – don't let it sit
Most polymer solutions lose 10-20% of their effectiveness within 24 hours. By 48 hours, they can be nearly useless. Size your preparation unit so you make only what you'll use in one shift or one day. If you have a large storage tank, consider adding gentle agitation to keep the solution mixed.
Problem #7: The Unit Runs But Makes No Solution – No Water or No Powder
What You'll SeeMotors are running. Lights on the control panel are on. But nothing is coming out. The solution tank is empty. The dosing pump has nothing to pump. Your process is running on whatever's left in the lines.
The Real Root Cause
• Water supply valve is closed, or the inlet strainer is completely blocked
• The dry feeder coupling has sheared – Motor spins, but the screw shaft doesn't turn
• Control logic failure – One component isn't getting its start signal (interlock issue)
1. Check the obvious first – really
You'd be surprised how often the problem is a closed valve or a tripped breaker. Walk through the system: water supply valve open? Inlet strainer clean? Breakers all on? Emergency stop pulled out? Start here before you do anything else.
2. Inspect the feeder drive coupling
The motor can run perfectly while the coupling between motor and screw shaft is completely broken. Look at the motor shaft: is it spinning? Now look at the screw shaft (through an inspection port or by removing a cover): is it turning? If the motor spins but the screw doesn't, you need a new coupling.
3. Check the interlock sequence
Most preparation units require a specific start sequence: water flow confirmed → tank level below high limit → feeder enabled → agitators start. If any sensor fails or any condition isn't met, the whole process stops. Check your PLC or relay logic. Look for a fault light. And check every sensor individually.

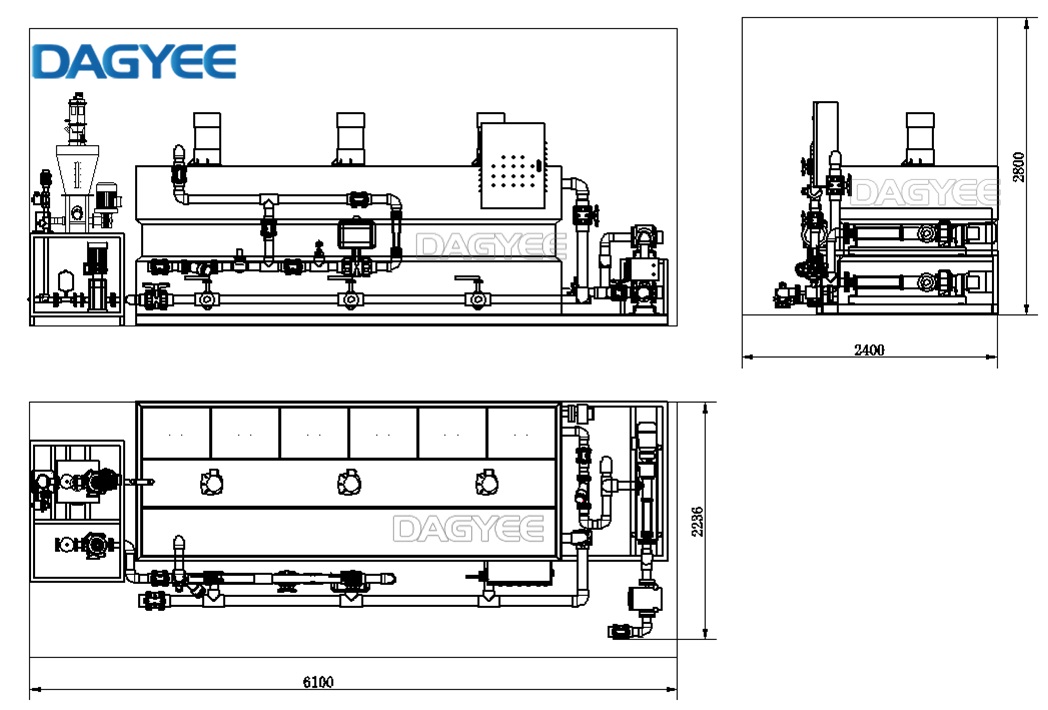
Table 2: DAGYEE DT Series Technical Specifications
| Model | Capacity (L/h) | Dimensions L×W×H (mm) | Weight (kg) | Power (kW) |
|---|---|---|---|---|
| DT200 | 200 | 940×520×1450 | 250 | 0.54 |
| DT500 | 500 | 1370×730×1450 | 350 | 0.92 |
| DT1000 | 1000 | 1800×950×1620 | 480 | 1.3 |
| DT1500 | 1500 | 2130×1120×1620 | 560 | 1.7 |
| DT3000 | 3000 | 2450×1270×2000 | 790 | 2.4 |
| DT4000 | 4000 | 2780×1440×2250 | 1050 | 3.2 |
| DT6000 | 6000 | 3100×1600×2650 | 1200 | 4.8 |
| DT10000 | 10000 | 3970×2040×2650 | 1450 | 6.4 |
Note: Specifications are for reference only. Custom configurations available upon request.
Why DAGYEE DT Series Helps You Reduce Failures at the Source
Design Features vs. Operating Problems
| Feature | How It Helps | Problems It Prevents |
|---|---|---|
| Standard hopper agitator | Breaks powder bridges before they form | Problem #4 (bridging) |
| Venturi-style wetting cone | Maximizes powder-water contact, minimizes fish eyes | Problem #1 (fish eyes) |
| Three-tank design | Ensures 45-60 minutes of gentle maturation | Problem #3 (clogging) |
| Low-shear transfer design | Preserves polymer chain length, reduces consumption | Problem #6 (excessive consumption) |
| Modular construction | Every component accessible for quick inspection | All problems (easier maintenance) |
| Brand-name sensors and controls | Reliable interlocks, fewer false stops | Problem #7 (no output) |
Choose equipment designed to prevent problems — and half of your troubleshooting work disappears.
Preventive Maintenance: The Best Troubleshooting
Here's a truth that experienced plant managers know: Most of these problems are entirely preventable.You don't have to wait for fish eyes or bridging or clogged pipes. A disciplined preventive maintenance program will catch 80% of these issues before they interrupt your process.
At DAGYEE, we train our customers on a simple, practical checklist that takes about 10 minutes per day. Here it is:
Table 3: Preventive Maintenance Checklist
Recommended Maintenance Schedule
| Frequency | Actions | Time Required |
|---|---|---|
| Daily | Check water pressure (2-3 bar). Look into wetting cone for buildup. Listen for unusual pump or agitator noises. Verify solution tank level. | 5-10 minutes |
| Weekly | Clean the wetting cone thoroughly. Inspect powder hopper for bridging or wall buildup. Clean Y-strainers. Check for powder dust around feeder. | 15 minutes |
| Monthly | Recalibrate dry feeder (bucket test). Verify water flow meter accuracy. Inspect pump balls and seats. Check all sensor functions. | 30-45 minutes |
| Quarterly | Full system drain and cleaning. Inspect agitator bearings. Check all electrical connections. Test emergency stops and interlocks. | 2-3 hours |
Stick to this schedule, and you'll spend less time fighting fires — and more time running your process.
Table 4: Problem Root Causes vs. DAGYEE Solutions
Problem · Root Cause · DAGYEE Solution
| Problem | Root Cause | How DAGYEE Helps You Avoid It |
|---|---|---|
| Fish eyes | Insufficient powder-water contact time | Venturi-style wetting cone with optimized geometry and water flow design |
| Wrong concentration | Feeder calibration drift over time | High-precision stainless steel screw + VFD control maintains stable calibration for months |
| Pipe clogging | Rushed maturation (under 45 minutes) | Three-tank design guarantees full 45-60 minute maturation at rated capacity |
| Powder bridging | Humid powder or high-friction hopper walls | Standard hopper agitator + optional heating jacket for hygroscopic polymers |
| Inconsistent dosing | Air leaks or worn pump internals | High-quality diaphragm pumps with durable seals; accessible design for easy service |
| Excessive consumption | Mechanical shear or solution aging | Low-shear transfer design; batch sizing matched to actual consumption rate |
| No output | Sensor or coupling failure | Brand-name sensors and drives; fault self-diagnosis with clear alarm codes |
Conclusion
The reason we wrote this blog is simple: every day, customers come to us with these exact problems.Some are frustrated. Some are embarrassed. Most are just tired of spending their shifts unclogging pumps and guessing at solutions.

That's why we put together these 7 common issues and their real-world fixes. We hope it helps you avoid unnecessary headaches, reduce chemical spend, and get more consistent results from your process.
But here's the deeper truth: Troubleshooting isn't really about fixing things after they break. It's about eliminating root causes before they become problems.
That's the philosophy behind every DAGYEE polymer preparation unit. Better wetting. More reliable anti-bridging. More stable dosing. A design that doesn't turn your operators into firefighters.
We believe a good piece of equipment should make your job easier — not harder.
If you've tried everything on this list and you're still fighting the same problems, reach out to DAGYEE. We don't mind starting with troubleshooting. Bring us your toughest case. We'll help you get to the bottom of it.
Still having trouble with your polymer preparation unit?
Contact DAGYEE. We actually solve these problems.





