
Static Mixer Selection: 5 Parameters Most Likely to Go Wrong – Lessons from 5 Export Countries
Selection Guide for Static Mixers: 5 Parameters Most Likely to Be Wrong – Lessons from 5 Export Countries
By DAGYEE – Fluid Mixing Technology Specialist
Introduction: Small Mistakes on Paper, Big Headaches on Site
Anyone who has selected static mixers knows the feeling.
Before ordering, customers ask: "Why do you need so many parameters? It‘s just a pipe with some internals." Then after delivery, the unit doesn't fit, doesn't mix properly, or the pressure drop is way too high. Then the same customer asks: "Why doesn't your equipment work?"
The problem is not the equipment. It's the parameters that were missed or misunderstood.
A static mixer has no moving parts. The principle is simple. But the selection process is not. The same pipe size with the wrong material will corrode in six months. The same model with the wrong connection won't fit the existing piping. The same length with the wrong element type will either clog or fail to mix.
DAGYEE has exported static mixers to Slovenia, Thailand, Costa Rica, Australia, the United States, and more. Before every quotation, we confirm a detailed list of parameters. These parameters are the "lifeline" of proper selection — get them right, and the unit works perfectly for years. Miss even one, and you will have endless headaches.
This article covers the five parameters most likely to be wrong in static mixer selection, backed by real international project cases, to help you avoid common pitfalls.

Part 1: Parameters You Must Confirm Before Selection
Before providing a quotation, we always confirm the following parameters. Every single one matters.
Process & Media
• Media: What fluid? Water, oil, gas, yogurt, heavy fuel oil, chemicals? The properties of the media determine everything.
• Viscosity: How many centipoise (cP)? Low viscosity (water ~1cP), medium viscosity (oil 100-1000cP), or high viscosity (fuel oil, yogurt >10,000cP)? Viscosity is the primary factor for model selection.
• Flow Rate: m³/hr. Determines pipe diameter.
• Operating Pressure: Bar. Determines connection type and wall thickness.
• Operating Temperature: °C. Determines material selection.
• Pipe Size: DN or inch. Must match existing piping.
Mixing Element
• Element Type: SK, ST, SM, SV? Or other special types? Different types have completely different mixing principles and applications.
• Element Construction: Fixed welded or removable? Does the application require regular cleaning?
Connection & Material
• End Connections: Threaded, plain, flanged, Tri-Clamp? Must match the site piping.
• Material: SUS304, SUS316L, or others (Hastelloy, PVC, PP)? Is the media corrosive? Are there sanitary requirements?
Part 2: The 5 Parameters Most Likely to Be Wrong
Parameter 1: Material — Too Low and It Corrodes, Too High and It Wastes Money
Consequences of getting it wrong:
• Too low grade: Corrosion, rust, leakage within six months. Equipment failure and production shutdown.
• Too high grade: SUS316L costs 20-30% more than SUS304. Unnecessary expense that makes your quotation look too high.
How to select correctly:
| Media Type | Recommended Material | Reason |
|---|---|---|
| General industrial fluids, water treatment, non-corrosive | SUS304 | Best value, suitable for most industrial applications |
| Corrosive media (acids/alkalis/salt water), food/dairy/pharmaceutical | SUS316L | High corrosion resistance; sanitary grade requires Ra≤0.8µm polishing |
| Strong acids/alkalis, high chloride environments, seawater | Hastelloy | Extreme corrosion resistance; expensive but necessary |
| Mild acids/alkalis, cost-sensitive, low pressure | PVC/PP | Corrosion resistant, low cost, but low strength and temperature limits |
Table: Static Mixer Material Selection Guide
Real case examples:• Costa Rica yogurt project: Dairy requires high sanitary standards → SUS316L with Ra≤0.8µm polishing. Higher cost but necessary.
• Slovenia gas mixing: Non-corrosive gas → SUS316L (customer specified, though SUS304 would have been sufficient).
• Thailand industrial fluid: General industrial media → SUS304, best value for money.
Key takeaway: There is no "best" material, only the "most suitable" material. First ask if the media is corrosive, then ask if there are sanitary requirements, then consider budget. Don't blindly spec 316L, and don't try to save money by using 304 for corrosive media.
Parameter 2: Element Type — SK, ST, SM, SV — Which One?

Consequences of getting it wrong:
• SV type for high viscosity media: Fine channels will clog. Fluid won't even pass through.
• SK type for low viscosity clean media: Mixing efficiency is too low. Additives won't distribute evenly.
• SV/SX type for shear-sensitive media: Product structure is destroyed. Yogurt thins out. Polymer chains break.
How to select correctly:
| Element Type | Viscosity Range | Characteristics | Typical Applications |
|---|---|---|---|
| SK Type | Highest (up to 10⁶ cP) | Wide channels, low shear, won't clog | High viscosity fluids, dirty fluids, shear-sensitive |
| ST/SM Type | Medium (up to 10⁴ cP) | Between SK and SV | Medium-high viscosity, general industrial |
| SV Type | Lowest (up to 10² cP) | Fine channels, highest mixing efficiency | Low viscosity clean fluids, emulsification, dispersion |
Table: Static Mixer Element Type Selection Guide
Real case examples:
• Heavy fuel oil (extremely high viscosity, shear-sensitive) → SK Type. Only choice.
• Greek yogurt (high viscosity, extremely shear-sensitive) → SK Type. Protects product texture.
• Heated oils and fats (high viscosity, jacketed) → SK Type.
• NOx gas mixing (low viscosity, clean) → SV Type. Highest mixing efficiency.
Key takeaway: Viscosity is the primary factor. Higher viscosity pushes you toward SK Type. Lower viscosity pushes you toward SV Type. When in doubt, run a lab test.
Parameter 3: Pipe Diameter — Too Big and Too Small Both Cause Problems
Consequences of getting it wrong:
• Too small: Velocity too high, pressure drop skyrockets, pumping energy increases significantly, potential cavitation.
• Too big: Velocity too low, insufficient number of mixing elements, fluid "slides through" without mixing properly.

How to select correctly:
Note: Pipe diameter is not guesswork. It must be calculated based on flow rate and recommended velocity.
| Media Type | Recommended Velocity | Formula |
|---|---|---|
| Gas mixing | 10-30 m/s | Diameter = √(Flow Rate ÷ Velocity ÷ 0.785) |
| Liquid mixing | 1-3 m/s | Diameter = √(Flow Rate ÷ Velocity ÷ 0.785) |
| High viscosity fluids | 0.5-1 m/s | Lower velocity, larger diameter needed |
Table: Pipe Diameter Calculation Guide for Static Mixers
Real case examples:• Thailand project: Flow rate 33 L/min (~2 m³/h), liquid media → 1.5 inch diameter. Pressure drop and mixing performance both acceptable.
• Costa Rica yogurt: Flow rate 3.5-7 m³/h, high viscosity → 2 inch diameter. Velocity kept within reasonable range.
Key takeaway: Don't guess the diameter. Calculate it. Once calculated, round up to the nearest standard pipe size. When in doubt, go slightly larger (you can add more elements if needed; if it's too small, you have to replace the whole pipe).
Parameter 4: End Connections — Nothing Worse Than Equipment That Doesn't Fit
Consequences of getting it wrong: Equipment arrives but won't connect to the existing piping. Modifying the piping costs time and money. Returning the unit for rework costs even more time and money. The worst case? The customer needs the unit urgently, and everyone is stuck.
How to select correctly:
There is no "better" connection type. There is only "suitable" for the application. Always ask what the site piping uses.
| Connection Type | Best For | Advantages | Disadvantages |
|---|---|---|---|
| Flanged | High pressure (>1.0 MPa), large diameter | Reliable, handles high pressure | Higher cost, takes space |
| Tri-Clamp | Food, dairy, pharmaceutical, sanitary | Quick connect/disconnect, no dead legs, easy to clean | Moderate cost, pressure limited |
| Threaded | Small diameter, low pressure, tight spaces | Low cost, easy to install | Pressure limited, potential leakage |
| Plain ends | Welded directly into piping | No leak points, most reliable | Permanent, difficult to remove |
Table: Static Mixer Connection Type Selection Guide

Real case examples:
• Slovenia gas mixing: Very tight space, large flanges wouldn't fit → 1 inch BSP threaded ends.
• Thailand project: Operating pressure 1.0 MPa (high pressure) → K10 flanged ends. Safe and reliable.
• Costa Rica yogurt, Australia gas, USA oils and fats: Sanitary requirements or quick disconnect needed → Tri-Clamp ends.
Key takeaway: There is a hard rule for connection selection — first ask what the site piping uses, then specify the equipment connection accordingly. Don't assume. Flanges are most reliable, Tri-Clamp is most sanitary, threaded is most convenient, plain ends are most economical.
Parameter 5: Element Construction — Fixed Welded or Removable?
Consequences of getting it wrong:
• Fixed welded for applications requiring regular cleaning: Can't remove elements for thorough cleaning. Product residue remains. Risk of contamination.
• Removable for applications not requiring cleaning: Unnecessary cost and potential risk of loosening.

How to select correctly:
| Connection Type | Best For | Advantages | Disadvantages |
|---|---|---|---|
| Flanged | High pressure (>1.0 MPa), large diameter | Reliable, handles high pressure | Higher cost, takes space |
| Tri-Clamp | Food, dairy, pharmaceutical, sanitary | Quick connect/disconnect, no dead legs, easy to clean | Moderate cost, pressure limited |
| Threaded | Small diameter, low pressure, tight spaces | Low cost, easy to install | Pressure limited, potential leakage |
| Plain ends | Welded directly into piping | No leak points, most reliable | Permanent, difficult to remove |
Real case examples:
• Heavy fuel oil, gas mixing: No frequent cleaning needed → Fixed welded. Simple and reliable.
• USA oils and fats: Animal fats are sticky and require regular cleaning → Removable elements for easy maintenance.
Key takeaway: Ask the customer one simple question — "Does this equipment need to be taken apart for cleaning regularly?" Food, dairy, pharmaceutical, sticky media generally need removable. General industrial fluids and gases can use fixed welded.
Part 3: 6 International Case Studies — Parameter Review
These six projects cover gases, liquids, high viscosity, low viscosity, ambient temperature, high temperature, high pressure, and more. See how each parameter was selected:
| Project | Media | Viscosity | Material | Pipe Size | Type | Connection | Construction |
|---|---|---|---|---|---|---|---|
| Slovenia | Industrial gas | Low | SS316L | 1 inch | SK | Threaded (BSP) | Fixed |
| Thailand | Industrial fluid | Medium | SUS304 | 1.5 inch | SK | Flanged (K10) | Fixed |
| Europe (heavy oil) | Heavy fuel oil | Extremely high | SS316L | 1/2 inch | SK | JIC fitting | Fixed |
| Costa Rica | Greek yogurt | High | SS316L polished | 2 inch | SK | Tri-Clamp | Fixed |
| Australia | NOx + air | Low | SUS304 | 2 inch | SV | Tri-Clamp | Fixed |
| USA | Heated oils & fats | High | SS316L | 2 inch | SK | Tri-Clamp | Removable |
• High viscosity media (fuel oil, yogurt, oils) → All selected SK Type
• Low viscosity clean media (gas, air) → SV Type works well
• High pressure (1.0 MPa) → Flanged connection
• Sanitary requirements (yogurt, oils) → Tri-Clamp + polishing
• Requires cleaning (oils) → Removable elements
Part 4: Quick Selection Checklist
| Parameter | Common Mistake | Correct Approach | Check Items |
|---|---|---|---|
| Material | SUS304 for everything | Select based on corrosivity and sanitary requirements | □ Is media corrosive? □ Sanitary required? |
| Type | Can't tell SK from SV | High viscosity → SK; Low viscosity → SV | □ Viscosity in cP? □ Contains particles? □ Shear-sensitive? |
| Pipe Size | Guessing | Calculate based on flow rate and velocity | □ Flow rate in m³/h? □ Recommended velocity? |
| Connection | Ordering without asking | Ask what site piping uses first | □ What connection type on site? □ Operating pressure? |
| Construction | Ignoring this option | Removable if needs cleaning; fixed welded if not | □ Need regular disassembly for cleaning? |
| Length | Longer is better | 6-12 elements; higher viscosity → more elements | □ Mixing precision required? |
| Polishing | Not asking | Food/dairy/pharmaceutical → Ra≤0.8µm | □ Food/dairy/pharmaceutical application? |

Part 5: DAGYEE Selection Process
When we receive an inquiry, we follow this process step by step. Each step must be confirmed to ensure the equipment works correctly the first time.
| Model | Dg (mm) | dh (mm) | Q (m³/h) |
|---|---|---|---|
| SK-5/10 | 10 | 5 | 0.15-0.3 |
| SK-7.5/15 | 15 | 7.5 | 0.3-0.6 |
| SK-10/20 | 20 | 1.0 | 0.6-1.2 |
| SK-12.5/25 | 25 | 12.5 | 0.9-1.8 |
| SK-16/32 | 32 | 16 | 1.4-3.2 |
| SK-20/40 | 40 | 20 | 2.2-4.5 |
| SK-25/50 | 50 | 25 | 3.5-7.0 |
| SK-32.5/65 | 65 | 32.5 | 5.9-12 |
| SK-40/80 | 80 | 40 | 9-18 |
| SK-50/100 | 100 | 50 | 14-28 |
| SK-62.5/125 | 125 | 62.5 | 22-44 |
| SK-75/150 | 150 | 75 | 31-64 |
| SK-100/200 | 200 | 100 | 56-110 |
| SK-125/250 | 250 | 125 | 88-177 |
| SK-150/300 | 300 | 150 | 127-255 |
| SK-175/350 | 350 | 175 | 173-346 |
| SK-200/400 | 400 | 200 | 226-452 |
| SK-250/500 | 500 | 250 | 353-706 |
Step 1: Process & Media Confirmation
• What is the media? (Water, oil, gas, yogurt, fuel oil?)
• Viscosity in cP? (Low, medium, high, extremely high?)
• Flow rate in m³/h?
• Operating pressure in Bar?
• Operating temperature in °C?
• Site pipe size in DN or inch?
Step 2: Element Type Recommendation
• Based on viscosity: SK, ST, SM, or SV
• High viscosity (>10⁴ cP) → SK Type
• Low viscosity clean media → SV Type
• In between → ST or SM Type
Step 3: Material Recommendation
• Based on corrosivity and sanitary requirements
• Food/dairy/pharmaceutical → SUS316L with Ra≤0.8µm polishing
Step 4: Connection Confirmation
• Flanged, threaded, Tri-Clamp, or plain ends?
• Must match site piping
Step 5: Construction Type
• Regular cleaning needed → Removable
• Not needed → Fixed welded
Step 6: Length Calculation
• Typically 6-12 elements
• Higher viscosity and higher precision requirements → more elements
• Costa Rica yogurt project supplied both 8-element and 10-element lengths for on-site optimization
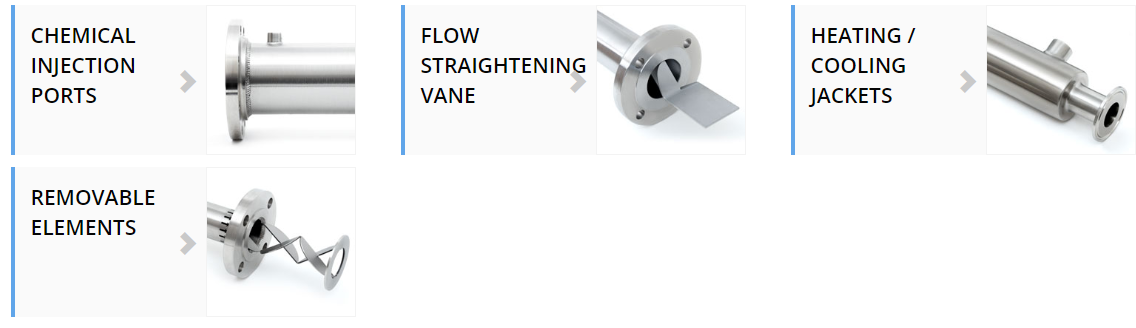
Step 7: Special Requirements
• Jacket for heating/cooling needed?
• Special polishing required?
• CIP/SIP compatibility?
• Special certifications required?

Part 6: Summary
Selecting a static mixer is not as simple as looking at a spec sheet. The same pipe size with the wrong material will corrode in six months. The same model with the wrong connection won't fit the site piping. The same length with the wrong element type will either clog or fail to mix.
DAGYEE's experience from exporting to five countries tells us: ask these five parameters before selection, and 90% of problems can be avoided.
Material: Ask about corrosivity. Select right, and it lasts ten years. Select wrong, and it leaks in six months.
Type: Ask about viscosity. High viscosity → SK Type. Low viscosity → SV Type.
Pipe Size: Calculate, don't guess.
Connection: Ask about site piping. What the site has is what the equipment needs.
Construction: Ask about cleaning. If it needs cleaning, make it removable. If not, fixed welded.
Get these five parameters right, and static mixer selection becomes straightforward.
Still unsure about your selection?
DAGYEE offers free selection consultation. Tell us your media, viscosity, flow rate, pipe size, pressure, and connection requirements. We will help you get the parameters right the first time.
Contact DAGYEE





