




Tamices de Tambor con Alimentación Rotatoria Externa: Análisis de Causa Raíz de los Puntos Críticos Operativos Más Comunes y Optimizaciones de Modernización Probadas en Campo para el Pretratamiento de
I. IntroducciónDurante las últimas dos décadas, los tamices de tambor de alimentación externa rotativa se han consolidado como una opción destacada dentro de los flujos de trabajo de pretratamiento primario de aguas residuales, tanto en plantas municipales de saneamiento como en plantas de procesamiento de alimentos y bebidas, líneas de producción de pasta y papel, e instalaciones de la industria química ligera. Este sistema de cribado horizontal opera sobre un principio de funcionamiento sencillo: el agua residual bruta se distribuye uniformemente sobre la superficie curva exterior de un tambor de rejilla de cuña que gira lentamente. Los sólidos en suspensión de tamaño superior a la abertura nominal quedan retenidos en la superficie exterior, mientras que el filtrado clarificado penetra hacia el interior a través del medio de criba y drena hacia las etapas de tratamiento posteriores. Una cuchilla raspadora con tensión por resorte, situada en el arco de rotación superior, desprende los sólidos retenidos de la superficie del tambor para su recogida y eliminación.
Los proveedores de equipos destacan sistemáticamente las ventajas superficiales de este modelo durante las consultas comerciales: los componentes de servicio montados externamente simplifican la inspección rutinaria, la disposición de barras de rociado superiores permite configuraciones de autolimpieza intuitivas, la huella de montaje en canal requiere ajustes civiles mínimos, y la precisión de separación, que oscila entre 0,25 mm y 6 mm, cumple con la mayoría de los estándares convencionales de vertido de pretratamiento. A pesar de estos beneficios comercializables, miles de registros de operación a largo plazo en sitio, conjuntos de datos de investigación en filtración de agua revisados por pares e informes de campo de fabricantes de equipos originales (OEM) de diversas regiones documentan un conjunto consistente de limitaciones de diseño inherentes que generan dolores de cabeza operativos recurrentes para los gerentes de planta, contratistas EPC y equipos de mantenimiento por igual.
La mayor parte del contenido de marketing de las marcas solo enfatiza las fortalezas del producto, pasando por alto los cuellos de botella de rendimiento persistentes que inflan los gastos operativos, desencadenan paradas de producción no planificadas, desestabilizan la calidad del efluente y restringen los tipos de influentes de aguas residuales aptos para su tratamiento. Esta guía integral sintetiza estudios académicos de filtración de acceso abierto, documentos técnicos mundiales sobre equipos de aguas residuales y datos operativos reales recopilados de más de 500 instalaciones industriales y municipales en todo el mundo. Desglosamos cada punto crítico derivado de la estructura única del tamiz de tambor de alimentación externa, cuantificamos las pérdidas de rendimiento medibles, contrastamos sus desventajas frente a las alternativas de tamiz de tambor rotativo de alimentación interna mediante tablas comparativas, compartimos las especificaciones técnicas oficiales completas de los modelos de producción estándar y esbozamos actualizaciones de modernización prácticas y rentables validadas por equipos de ingeniería en sitio. Los lectores, desde especialistas en adquisiciones hasta supervisores de operaciones de planta, obtendrán información práctica para orientar la selección de nuevos equipos y optimizar los activos de cribado ya instalados.
II. Especificaciones técnicas principales de las unidades estándar de tambor rotativo con alimentación externa
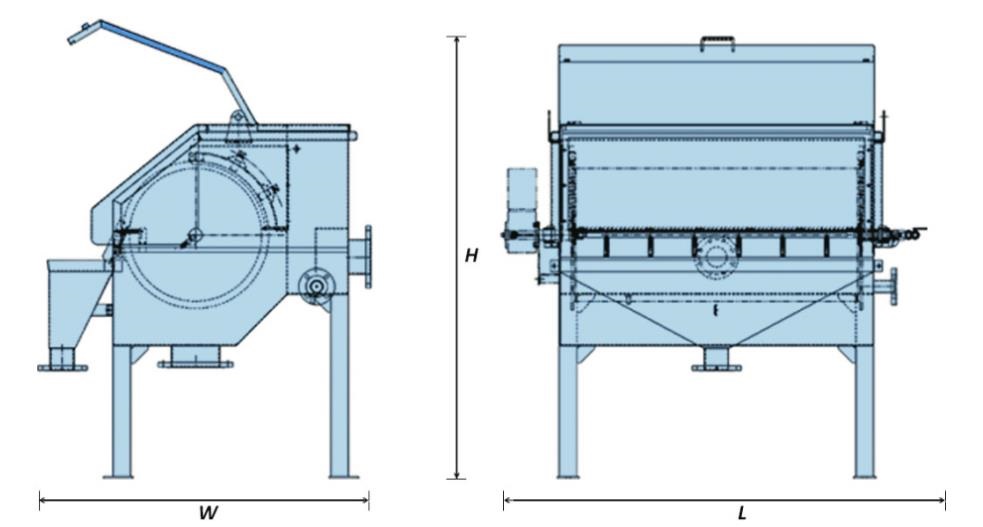
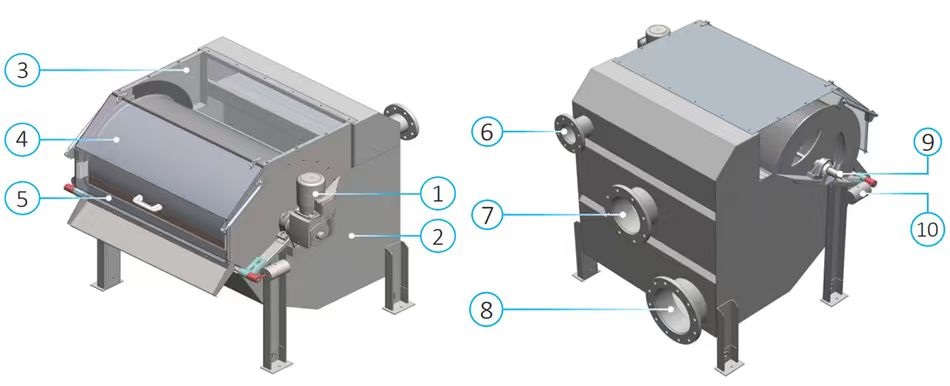
Antes de analizar los defectos operativos y las comparaciones de rendimiento, es fundamental establecer puntos de referencia de rendimiento básicos para una configuración de tambor rotativo con alimentación externa de uso generalizado en plantas de tratamiento de aguas residuales municipales e industriales de escala media. La siguiente tabla describe los parámetros estandarizados de dimensiones, capacidad de procesamiento, materiales y potencia para un modelo de tambor de alimentación externa de 1,5 metros de ancho, ampliamente implementado y que constituye el modelo más común para plantas de tratamiento de pequeña a mediana capacidad que procesan caudales de agua residual bruta de 50 a 300 m³/h.
Tabla 1: Ficha técnica estándar – Tambor rotativo con alimentación externa de 1,5 m de ancho
| Categoría de Parámetro | Índice Técnico | Notas de Especificación Estándar |
|---|---|---|
| Dimensiones del Tambor Principal | Ancho efectivo de pantalla / Diámetro exterior del tambor | 1500 mm / 1200 mm |
| Precisión de Separación | Opciones de abertura de ranura de alambre de cuña | 0.25 mm, 0.5 mm, 1.0 mm, 3.0 mm, 6.0 mm |
| Capacidad de Diseño | Flujo continuo máximo permitido | 50–300 m³/h (varía según el tamaño de ranura y la carga de SS entrante) |
| Material del Medio Filtrante | Grado base de alambre de cuña | Acero inoxidable SUS304; opcional SUS316L / recubrimiento anti-incrustante electropulido |
| Sistema de Accionamiento Rotatorio | Potencia del motor + velocidad de rotación | Motor trifásico de 0.75 kW; velocidad ajustable del tambor 0.5–4.0 rpm mediante convertidor de frecuencia |
| Conjunto de Limpieza de Retrolavado | Presión de trabajo + consumo de agua | Presión de pulverización 0.3–0.6 MPa; 0.8–1.5 m³ de agua limpia por cada 10 m³ de agua residual tratada |
| Conjunto de Cuchilla Raspadora | Material de la cuchilla + control de tensión | Raspador de poliuretano resistente al desgaste; ajuste de tensión por resorte manual (unidad estándar) |
| Rodamiento Sumergido y Sello | Configuración estándar de fábrica | Sello de eje de caucho de labio simple, soporte de rodamiento de hierro fundido |
| Peso Total de la Unidad | Peso del equipo vacío | 1850 kg (excluyendo tanque civil, tanque de agua de pulverización y tolva de lodos) |
| Límites del Entorno de Operación | Temperatura y pH permitidos del agua residual | 5–45°C; rango de pH 6–9 (aguas residuales corrosivas requieren actualización completa a 316L) |
| Opción de Carcasa Auxiliar | Contención de salpicaduras y olores | Marco abierto básico (estándar); carcasa totalmente sellada de acero inoxidable (actualización opcional, +18% CAPEX) |
Esta tabla de parámetros sirve como referencia base para todo el análisis posterior de puntos críticos. Cada limitación estructural abordada en secciones posteriores se correlaciona directamente con una o más de estas especificaciones estándar de fábrica, en especial con la malla de alambre en cuña 304 sin modificar, los sellos de eje sumergidos de labio sencillo y los requisitos de operación de retrolavado constante las 24 horas, los 7 días de la semana.
III. Puntos críticos inherentes del proceso y la estructura que afectan a los tamices rotativos de alimentación externa
El diseño que facilita el mantenimiento externo genera simultáneamente vulnerabilidades operativas inevitables que no existen en los equipos equivalentes de tamiz rotativo de alimentación interna. Clasificamos estos puntos críticos, ampliamente reconocidos en el sector, en seis categorías centrales interconectadas, cada una respaldada por datos operativos de campo y registros de modos de fallo procedentes de instalaciones de tratamiento de aguas residuales en todo el mundo.
3.1 Obstrucción grave de la superficie y cegamiento permanente del tamiz de cuña metálica (la queja principal de los clientes a nivel mundial)
El fallo operativo más documentado asociado a los tamices de tambor de alimentación rotativa externa es la obstrucción persistente y difícil de eliminar en las superficies exteriores expuestas de los tamices de cuña metálica, particularmente cuando se procesan aguas residuales cargadas de grasas, aceites, mantecas (FOG), almidón, proteínas disueltas, fibras de pulpa y lodos orgánicos viscosos. Los tamices de tambor de alimentación interna contienen el agua residual contaminada dentro de la carcasa del tambor, lo que limita las salpicaduras y restringe el contacto de los residuos orgánicos pegajosos con el medio de filtración. Por el contrario, los diseños de alimentación externa exponen completamente toda la superficie del tamiz al flujo entrante no confinado, y las salpicaduras constantes de agua distribuyen uniformemente los materiales residuales oleosos y adhesivos en cada ranura de la malla en forma de V.
Las barras de pulverización aéreas estándar de alta presión proporcionan un impacto hidráulico de limpieza instantáneo, pero este tratamiento intermitente con chorros de agua no puede disolver los depósitos orgánicos polimerizados que se acumulan dentro de los estrechos espacios de los tamices de cuña durante la operación continua. Los datos de monitoreo in situ recopilados en plantas de procesamiento de alimentos confirman que las instalaciones que manejan cargas regulares de FOG pierden aproximadamente la mitad de su área de filtración efectiva en tan solo 15 a 30 días sin ciclos de limpieza química diaria suplementaria. La capacidad de filtración reducida eleva directamente las concentraciones de sólidos suspendidos en el efluente a un nivel de dos a cuatro veces superior a los umbrales de descarga permitidos, enviando residuos particulados no filtrados río abajo a tanques bioquímicos, biorreactores de membrana (MBR) y cuencos de sedimentación. Esta sobrecarga de sólidos no planificada acelera la pérdida de lodos activados, obstruye los poros finos de las membranas y fuerza ajustes frecuentes en la dosificación de productos químicos para restaurar la estabilidad del tratamiento.
Los contaminantes filamentosos, como fibras textiles, cabello humano y fragmentos largos de pulpa, introducen un riesgo secundario de cegamiento exclusivo de las configuraciones de alimentación externa. Estos materiales sólidos alargados se enrollan firmemente alrededor de los bordes de la brida exterior del tambor, se acumulan en el estrecho espacio entre la carcasa del tambor y el conjunto de la cuchilla raspadora y bloquean secciones verticales completas de la superficie del tamiz. La eliminación manual de la acumulación de fibras enredadas requiere el apagado completo del equipo, el drenaje del canal de entrada y de una a dos horas de mano de obra de mantenimiento por cada evento de limpieza, lo que reduce significativamente el tiempo de procesamiento efectivo diario.
3.2 Baja tolerancia a las fluctuaciones del caudal y distribución desigual del líquido
La distribución uniforme y consistente del flujo a lo ancho del tambor es un requisito operativo innegociable para los tamices de tambor de alimentación rotativa externa, para mantener una distribución de carga equilibrada. Los fabricantes instalan deflectores internos dentro del cajón de alimentación para dispersar el agua residual entrante de manera uniforme, pero múltiples variables externas alteran este perfil hidráulico equilibrado en la operación diaria. Los picos de caudal de la bomba de alimentación, la obstrucción parcial de los deflectores por residuos flotantes, los aumentos en el nivel del agua del canal debido a las lluvias y las fluctuaciones en la producción de la fábrica por turnos rompen el patrón de flujo constante diseñado en el sistema de alimentación.
Cuando una sección del tambor soporta una carga excesiva de sólidos mientras que las zonas adyacentes permanecen ligeramente cargadas, la rotación excéntrica del tambor se vuelve inevitable. Esta distribución de peso asimétrica desencadena tres fallas mecánicas y de proceso en cascada:
a) Desgaste desigual en los dos rodamientos de soporte de los extremos: Los registros de mantenimiento en campo documentan un aumento del 300% en la frecuencia de reemplazo prematuro de rodamientos en unidades que operan bajo condiciones de flujo desequilibrado. Los rodamientos corroídos o desgastados generan vibraciones anormales, ruido y, finalmente, el atascamiento completo del tambor si no se solucionan.
b) Fatiga del metal de la carcasa del tambor y agrietamiento de las soldaduras en zonas localizadas: La carga de peso concentrada crea ciclos de tensión repetidos en puntos de soldadura limitados del tamiz de cuña, lo que provoca fugas irreparables en el tamiz una vez que las uniones se abren. La reparación de secciones de alambre agrietadas requiere el desmontaje parcial del tambor y trabajos de soldadura certificada en acero inoxidable, con un tiempo de inactividad prolongado.
c) Abrasión irregular de la cuchilla raspadora: Las zonas con alta carga desgastan los bordes del raspador de poliuretano mucho más rápido que las áreas de baja carga, dejando capas de sólidos residuales en superficies parciales del tamiz, lo que agrava la acumulación de suciedad y el cegamiento progresivo a lo largo de los ciclos operativos.
Para evitar una sobrecarga catastrófica del tambor durante los picos de caudal de entrada, todos los tamices de tambor de alimentación externa estándar incluyen un vertedero de rebose integrado en el canal de entrada. Si bien esta característica de seguridad protege la estructura del tambor, crea importantes riesgos de incumplimiento: el agua residual cruda sin filtrar elude toda la unidad de cribado y fluye directamente a la infraestructura de tratamiento posterior durante la activación del rebose. Los sólidos gruesos no interceptados dañan las bombas sumergibles río abajo, los codos de tuberías y las membranas de filtración fina, mientras que las lecturas elevadas de SS en el efluente pueden dar lugar a multas regulatorias según los estrictos códigos locales de descarga ambiental.
3.3 Los residuos de cribado con alta humedad aumentan la carga de trabajo de deshidratación posterior
Una vez que los sólidos suspendidos se acumulan en la superficie curva exterior del tambor, la deshidratación por gravedad solo puede tener lugar a lo largo del arco de rotación superior de 180 grados antes de que la cuchilla raspadora retire el material residual del tamiz. Los modelos de fábrica estándar no incluyen mecanismos de compactación mecánica integrados para exprimir el exceso de agua libre de los lodos capturados, lo que deja altos volúmenes de humedad no separada atrapada dentro de los flóculos de sólidos orgánicos.
Los datos de muestreo intersectorial de plantas de tratamiento de aguas residuales municipales muestran que los residuos de cribado descargados de los tamices de tambor de alimentación rotativa externa no modificados mantienen un contenido de humedad constante entre el 83% y el 88%. A modo de comparación directa, los tamices de tambor de alimentación interna optimizados con zonas de deshidratación interna incorporadas producen lodos residuales con niveles de humedad limitados al 70-78%. Esta brecha de humedad sustancial crea cargas financieras y operativas medibles para los operadores de las plantas en múltiples etapas de manejo de residuos. Los residuos de cribado con alto contenido de agua aumentan el peso de transporte y las tarifas de acarreo para la eliminación en vertederos fuera del sitio, ocupan volúmenes más grandes dentro de las tolvas de almacenamiento de lodos in situ y fuerzan a las máquinas de deshidratación por tornillo posteriores a operar a máxima carga durante tiempos de funcionamiento diario prolongados. Las instalaciones de fabricación de alimentos y bebidas con alta producción diaria de residuos orgánicos reportan miles de dólares en costos operativos mensuales adicionales derivados únicamente de la elevada humedad de los lodos generada por los sistemas de cribado de alimentación externa.
3.4 La demanda continua de retrolavado impulsa un aumento en los gastos operativos de agua y energía
Los materiales de marketing de los equipos presentan la limpieza con barras pulverizadoras aéreas como una ventaja competitiva central de los tamices de tambor de alimentación rotativa externa; sin embargo, esta fortaleza de diseño conlleva gastos operativos recurrentes ocultos que muchos compradores pasan por alto durante las evaluaciones de adquisición. La superficie exterior del tamiz, completamente expuesta y propensa a la obstrucción, depende enteramente de un lavado por aspersión a alta presión ininterrumpido durante cada hora de funcionamiento del tambor. Incluso la obstrucción menor de las boquillas por partículas finas de arena o sedimentos orgánicos elimina instantáneamente la capacidad de limpieza localizada, reduciendo el área de filtración utilizable sin previo aviso.
Para preservar la eficiencia de separación estable, los equipos de la planta deben operar las bombas de retrolavado las 24 horas del día durante el tiempo de funcionamiento del tamiz. Como se documentó en la tabla de parámetros técnicos anterior, las unidades estándar consumen de 0,8 a 1,5 metros cúbicos de agua de proceso limpia por cada 10 metros cúbicos de agua residual tratada. Este consumo constante de agua crea una fuerte presión de costos para las plantas de tratamiento ubicadas en zonas industriales con escasez de agua o en regiones con tarifas de agua industrial municipal elevadas. Las auditorías operativas comparativas confirman que los diseños de tamices rotativos de alimentación interna solo activan ciclos de limpieza por aspersión intermitentes activados por umbrales de obstrucción, lo que reduce el consumo total de agua de lavado en más de un 60% en condiciones idénticas de caudal y carga de sólidos.
El funcionamiento continuo de la bomba también acumula cargos de electricidad incrementales a lo largo de la vida útil del equipo de varios años. Cuando se combina con los costos de reemplazo frecuente de rodamientos, sellos y raspadores, el consumo de energía constante del retrolavado amplía la brecha de costo total de propiedad (TCO) entre las configuraciones de tambor de alimentación externa e interna.
IV. Tabla de rendimiento comparativo: Tamices de tambor rotativo de alimentación externa vs. interna
Para cuantificar las brechas de rendimiento descritas en el análisis de puntos de dolor anterior, la siguiente tabla comparativa contrasta las métricas operativas clave entre los tamices de tambor de alimentación externa estándar y las unidades de tamiz de tambor rotativo de alimentación interna de tamaño equivalente que operan en condiciones idénticas de agua residual municipal influente (carga de SS de 300 mg/L, aguas residuales domésticas con bajo contenido de FOG).
Tabla 2: Comparación del Rendimiento Operativo – Tamices Rotatorios de Tambor con Alimentación Externa vs. Interna
| Métrica de Evaluación | Tambor Rotatorio Estándar de Alimentación Externa | Tambor Rotatorio Equivalente de Alimentación Interna | Brecha de Impacto Práctico para Operadores de Planta |
|---|---|---|---|
| Consumo base de agua de lavado | 0.8–1.5 m³ / 10 m³ de agua tratada | 0.2–0.5 m³ / 10 m³ de agua tratada | La alimentación externa genera costos de agua limpia 200%–300% más altos anualmente |
| Sólidos rechazados descargados | 83–88% | 70–78% | Aumenta el lodo externo |
| Vida útil del sello sumergido | ~3 meses de operación continua | 10–14 meses de operación continua | Las unidades externas requieren 3–4 veces más tiempo de inactividad por reemplazo de sellos |
| Tiempo de operación efectivo sin incrustaciones (aguas residuales FOG) | 10–30 días sin limpieza química | 60–90 días sin limpieza química | Los modelos externos requieren ciclos de mantenimiento con remojo químico mucho más frecuentes |
| Riesgo de derivación de desbordamiento no filtrado | Alto (el desequilibrio de flujo provoca fácilmente desbordamiento del vertedero) | Bajo (la caja de alimentación interna amortigua los picos de flujo) | La alimentación externa conlleva un mayor riesgo de multas por incumplimiento ambiental |
| Aplicabilidad para aguas residuales con sólidos pesados de minería | Baja eficiencia de captura | Rendimiento de interceptación aceptable | Las pantallas externas no son adecuadas para proyectos de procesamiento de minerales |
| Gasto anual promedio en repuestos (unidad de 1.5m de ancho) | $4,200–$6,800 USD | $1,300–$2,100 USD | Los costos de repuestos de la unidad de alimentación externa triplican a los equivalentes de alimentación interna |
| Riesgo de escape de olores y aerosoles | Alto (superficie de pantalla externa abierta) | Bajo (trayectoria de flujo interno totalmente sellada) | La alimentación externa requiere costosas actualizaciones de carcasa sellada para cumplir con los estándares de emisiones |
Esta tabla comparativa valida que casi todos los puntos críticos de dolor de los tamices de tambor con alimentación rotativa externa se traducen directamente en pérdidas financieras medibles y recurrentes a lo largo de la vida útil plurianual del equipo. Si bien los modelos de alimentación externa conservan un acceso más fácil a la superficie para inspecciones visuales ocasionales, este beneficio menor no puede compensar las desventajas acumulativas del costo total de propiedad (TCO, por sus siglas en inglés) observadas en todas las métricas de operación continua para servicio pesado.
V. Puntos críticos de dolor económico cuantificables derivados de limitaciones de diseño estructural
Todas las limitaciones mecánicas, de incrustación e hidráulicas detalladas anteriormente se combinan para crear cargas financieras predecibles y calculables para los propietarios de instalaciones que operan flotas de tamices de tambor con alimentación rotativa externa. Institutos de investigación independientes del mercado de aguas residuales recopilaron encuestas anuales de costos operativos en 120 plantas municipales de tamaño mediano a nivel mundial, aislando los gastos incrementales vinculados exclusivamente a los defectos de diseño de los tamices de tambor de alimentación externa. A continuación, resumimos estos grupos de puntos críticos de dolor económico, junto con los datos de costos agregados de la industria.
Primero, los gastos generales de mantenimiento rutinario representan un gasto fijo mensual constante. Las inspecciones semanales de la superficie del tamiz, la limpieza de las boquillas de retrolavado obstruidas, el ajuste de la tensión de las cuchillas raspadoras y la limpieza mensual con inmersión en productos químicos antifouling consumen de una a dos horas completas de trabajo del operador cada día de operación de la instalación. Los costos de horas de trabajo se acumulan durante todo el año, sin que exista una alternativa viable para eliminar estas tareas sin actualizaciones avanzadas de modernización.
Segundo, los ciclos acelerados de reemplazo de piezas de repuesto incrementan los presupuestos anuales de adquisiciones. Los sellos de ejes sumergidos, los cojinetes de soporte, las cuchillas raspadoras de poliuretano, las boquillas de pulverización y los resortes de tensión se desgastan de dos a tres veces más rápido en los equipos de alimentación externa en comparación con las alternativas de tamizado de alimentación interna, tal como lo confirman los datos de gastos en repuestos de la Tabla 2. Los pedidos frecuentes y de pequeñas cantidades generan gastos administrativos adicionales junto con las tarifas de compra directa de materiales.
Tercero, las sanciones por incumplimiento normativo introducen un riesgo financiero impredecible. Los incidentes de desbordamiento y los eventos de fuga a través del medio filtrante elevan las lecturas de sólidos suspendidos en el efluente por encima de los límites legales de descarga en la mayoría de las jurisdicciones nacionales. Las autoridades de protección ambiental emiten regularmente multas proporcionales al volumen de aguas residuales no filtradas liberadas, lo que genera shocks de gastos no presupuestados para los equipos de gestión de las instalaciones.
Cuarto, los costos de capital y operativos de los equipos auxiliares posteriores aumentan considerablemente. Los materiales tamizados con alto contenido de humedad obligan a invertir en prensas de tornillo para deshidratación de lodos de mayor capacidad para manejar el mayor volumen de residuos, mientras que los frecuentes desvíos de sólidos crudos acortan la vida útil de las membranas MBR. El reemplazo completo del módulo de membrana representa un gasto de capital de seis cifras para plantas de escala media, un costo totalmente evitable con un rendimiento de tamizado primario más fiable.
Quinto, la envolvente obligatoria para la contención de salpicaduras y olores añade gastos de capital iniciales. Los tamices de tambor de alimentación externa descubiertos liberan niebla maloliente y aerosoles orgánicos transportados por el aire que violan las normas de emisiones en el lugar de trabajo de la UE y la EPA. Los propietarios de las plantas deben adquirir carcasas de acero inoxidable completamente selladas, lo que añade entre un 15 y un 25 % al precio inicial de compra del equipo, un costo que los sistemas de tamiz de tambor de alimentación interna evitan por defecto gracias a su diseño de flujo completamente cerrado.
Los datos agregados de estudios de mercado indican que las plantas municipales de tratamiento de aguas residuales de tamaño medio que dependen únicamente de tamices de tambor con alimentación rotativa externa enfrentan un costo operativo incremental anual promedio que oscila entre 12.000 y 28.000 USD en comparación con las instalaciones que utilizan alternativas optimizadas de tamizado fino de alimentación interna de igual capacidad de procesamiento. Esta brecha financiera se amplía aún más para las instalaciones industriales que procesan aguas residuales ricas en FOG (grasas, aceites y grasas animales) procedentes de la industria alimentaria, pulpa o petroquímica, con mayores exigencias de incrustación y mantenimiento.
Tabla 3: Desglose de costos incrementales anuales para un tamiz de tambor de alimentación externa estándar (1,5 m de ancho, planta de alcantarillado municipal)
| Categoría de Costo | Rango de Gasto Extra Anual Promedio | Causa Raíz Vinculada a Defectos de Diseño de Alimentación Externa |
|---|---|---|
| Horas extra de mano de obra de mantenimiento | $4,800 – $9,600 USD | Tensión semanal de cuchillas, limpieza de boquillas, paradas mensuales para limpieza química |
| Repuestos de reemplazo (rodamientos, sellos, cuchillas, boquillas) | $4,200 – $6,800 USD | Componentes sumergidos de desgaste rápido y conjunto de raspador externo de alta fricción |
| Cargos excesivos por agua de retrolavado limpia | $1,600 – $3,200 USD | Operación continua de bomba de pulverización 24/7 vs ciclos de limpieza intermitentes de alimentación interna |
| Energía de deshidratación complementaria de lodos y transporte | $1,200 – $4,400 USD | Alto contenido de humedad del 83–88% de los sólidos rechazados de pantalla externa |
| Depreciación de carcasa opcional para contención de olores sellada | $200 – $2,000 USD | La superficie de pantalla externa abierta genera aerosoles y olores que requieren mejoras de cerramiento |
| Multas potenciales por incumplimiento regulatorio (promedio de riesgo anual) | $0 – $6,000 USD | Eventos de derivación por desbordamiento durante picos de flujo hidráulico |
| Carga total promedio anual de OPEX incremental | $12,000 – $28,000 USD | Impacto acumulativo combinado de todas las limitaciones estructurales inherentes de la alimentación externa |
VI. Soluciones de modernización probadas en campo para resolver cada punto crítico de dolor de los tamices de tambor de alimentación externa
Los operadores de plantas y los equipos de ingeniería no necesitan reemplazar completamente el equipo para mitigar la mayoría de las deficiencias de rendimiento de las instalaciones existentes de tamices de tambor con alimentación rotativa externa. Las siguientes estrategias de mejora específicas han sido sometidas a pruebas de campo de varios meses en sitios de aguas residuales municipales e industriales, abordando directamente cada categoría de punto crítico de dolor cubierta en este análisis, sin necesidad de desmontar completamente el tambor ni de sustituir toda la unidad. Cada modernización se alinea con una limitación estructural o de proceso específica y ofrece reducciones medibles en el tiempo de inactividad, la frecuencia de incrustación y el gasto operativo total.
a) Mejora del material del medio de tamizado antifouling para mitigar la cegadura orgánica permanente
Sustituya la malla de cuña de acero inoxidable SUS304 de fábrica por malla de cuña de acero inoxidable SUS316L electropulida o por malla de cuña antiadherente de baja energía superficial con recubrimiento de fábrica. Combine las superficies de tamizado mejoradas con un sistema automatizado de pulverización química alcalina caliente recirculante que se active mediante temporizadores programables en plantas que procesan aguas residuales alimentarias cargadas de FOG (grasas, aceites y grasas animales). La superficie lisa, resistente a la corrosión y electropulida previene la adherencia de grasa polimerizada y residuos proteicos, eliminando la incrustación permanente de las ranuras y extendiendo los intervalos de limpieza química de mensuales a trimestrales.
b) Rediseño de deflectores de ecualización de flujo de múltiples etapas para absorber cargas de choque hidráulico máximo
Instale deflectores de distribución perforados secundarios dentro de la caja de alimentación junto con compuertas de control de rebose hidráulico ajustables. Esta disposición de doble deflector suaviza los aumentos bruscos de caudal procedentes de los ciclos de bombeo o de los picos de los canales de agua de lluvia, proporcionando una carga líquida constante en todo el ancho del tambor para eliminar la rotación excéntrica y los incidentes de rebose no planificado. La distribución de flujo estabilizada reduce las tasas de desgaste prematuro de los rodamientos en más de un 70% y elimina por completo el riesgo de incumplimiento por rebose no planificado.
c) Conjunto de rodillo prensador auxiliar de deshidratación para reducir el contenido de humedad de los sólidos retenidos
Monte rodillos prensadores ligeros resistentes a la corrosión directamente sobre la estación de raspado de la cuchilla doctor. A medida que el tambor gira más allá del conjunto de rodillos, la presión mecánica exprime el exceso de agua libre por gravedad de los sólidos capturados en la superficie exterior antes de la descarga. Mediciones de campo confirman que esta sencilla modificación reduce el contenido de humedad de los lodos residuales a menos del 80%, reduciendo drásticamente el tiempo de funcionamiento de las máquinas de deshidratación posteriores y los costes de transporte por peso.
VII. Conclusión
Los tamices de tambor de alimentación rotativa externa mantienen ventajas de nicho legítimas para los flujos de trabajo de pretratamiento de aguas residuales que manejan aguas residuales municipales domésticas con bajo contenido de grasas, aceites y grasas (FOG), bajo contenido de fibras y con caudales de entrada estables y consistentes. El hardware de servicio montado externamente permite inspecciones visuales rápidas de la superficie, la instalación montada en canal simplifica la planificación de la construcción civil, y su huella horizontal compacta se adapta a diseños de tanques de tratamiento rehabilitados con espacio limitado. Sin embargo, la disposición hidráulica fundamental de alimentación externa crea puntos críticos estructurales, mecánicos y de proceso inevitables que generan tiempos de inactividad constantes, mayores gastos de mano de obra y servicios públicos, una compatibilidad reducida con aguas residuales industriales y un riesgo persistente de cumplimiento ambiental.
Al evaluar equipos de cribado para nuevos proyectos de tratamiento de aguas residuales, los contratistas EPC y los equipos de adquisición de plantas deben priorizar un perfilado exhaustivo del agua residual afluente, midiendo la concentración de FOG, el contenido de fibras, la fluctuación del caudal hidráulico máximo y la densidad de sólidos minerales, en lugar de basarse únicamente en comparaciones del precio de compra inicial del equipo. Para sitios con residuos industriales oleosos, cargas pico de entrada variables o afluentes con alta carga de fibras, los tamices de tambor de alimentación rotativa interna ofrecen un costo total de propiedad a largo plazo muy superior, a pesar de un CAPEX inicial ligeramente más alto.





